I printed a Technology Case with same parameters (infill 10%)… same problem.
In fact, I successfully used those parameters for quite long. Those params are those that 3DHubs is giving in the PDF. It took 4 hours to do the print…
I’ll try a technology case with the params you mentionned
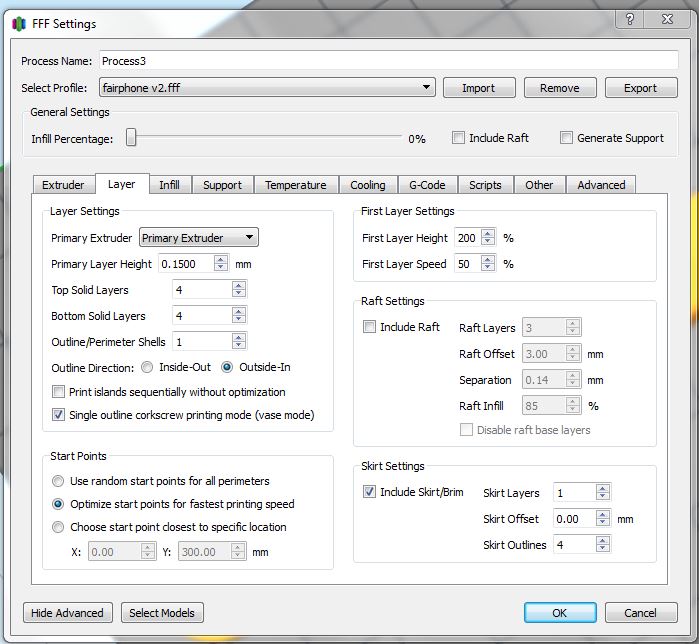
I´m afraid I will not be very helpful either, I use an Ultimaker and Cura, but I can tell you I print hollow with one shell using “spiralize” option (I don´t know if you have a similar one) at 0,15 mm and 25 mm/sec, while my usual speed is three times that.
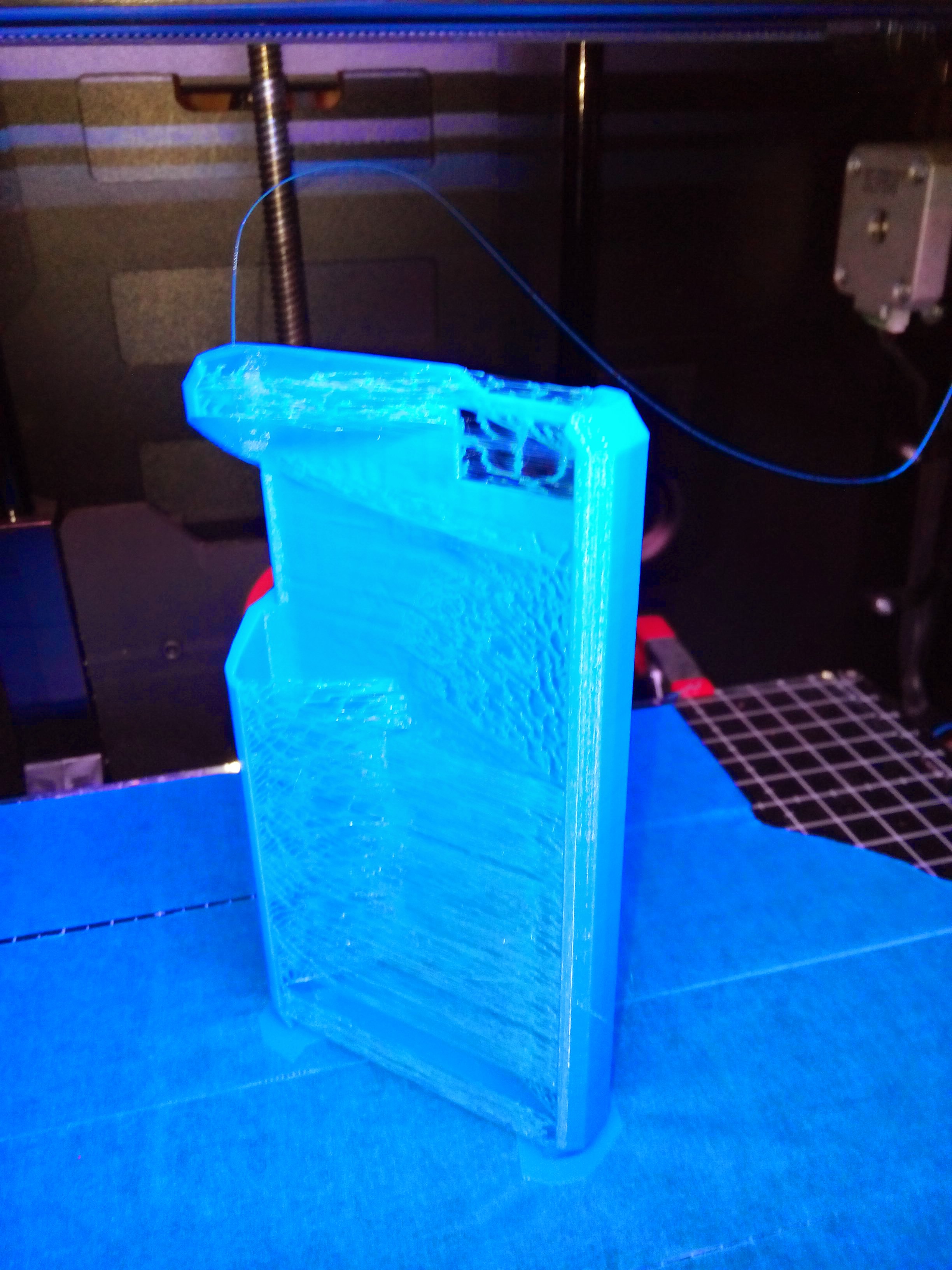
I printed about 10% of my print and it seems that you resolved the mentionned problem AND another one I was dealing with for a long time now.
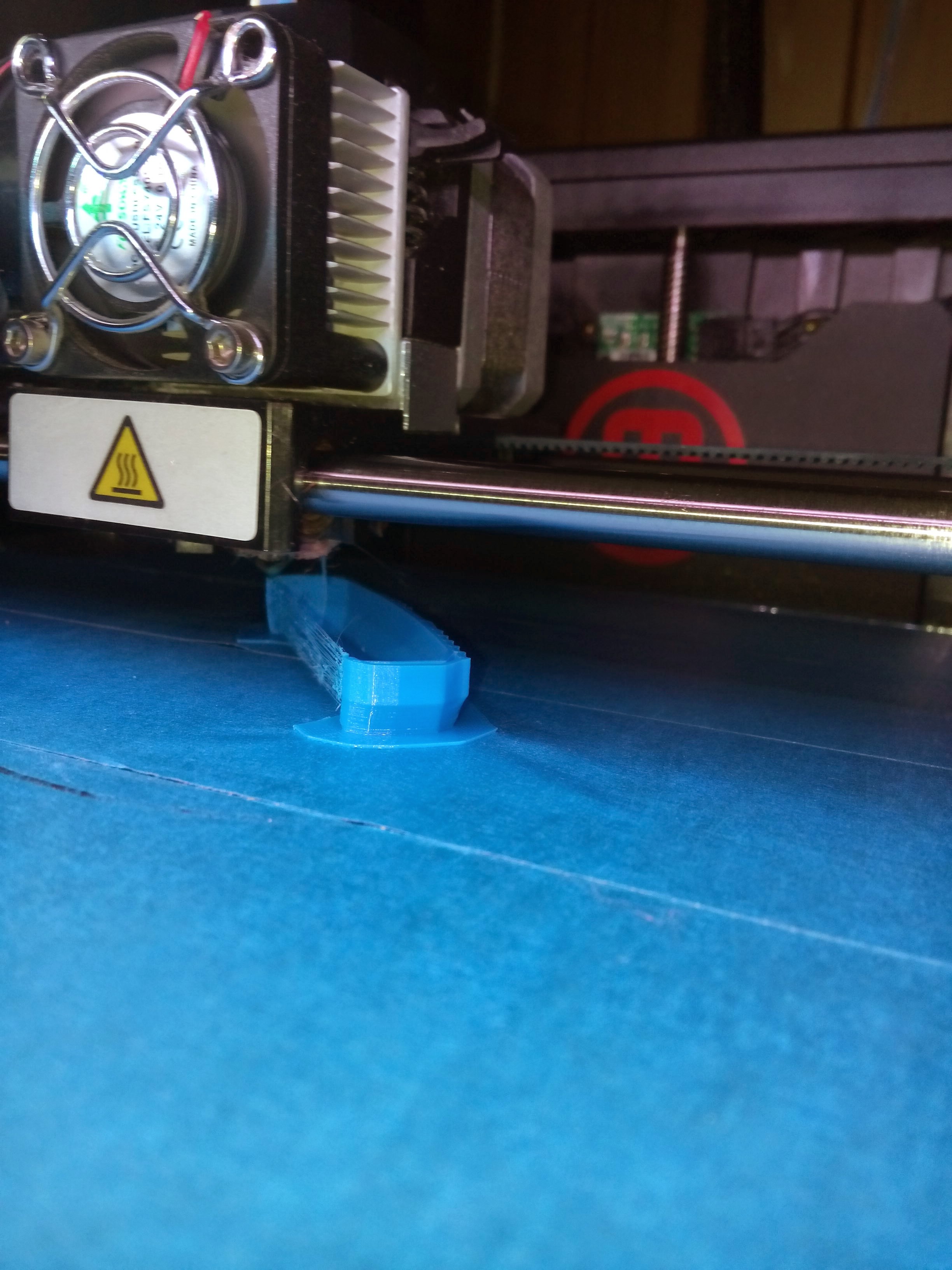
My problem was to deal with retraction filaments. The back of the cases were messy at the end of the print. I had to do too much finishing (cutter and THF). For the moment, the filaments are only between the two end sides of the cover. It will be very easy to remove them using a cutter.
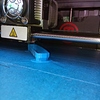
On the photo, you can see the current print.
I will come back with the final result for this print.
Sorry, I didn’t notice the extra images at first. The last one makes it look like it’s the number of shells that could be the issue. Try printing with 1 or 2 shells.
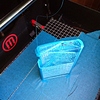
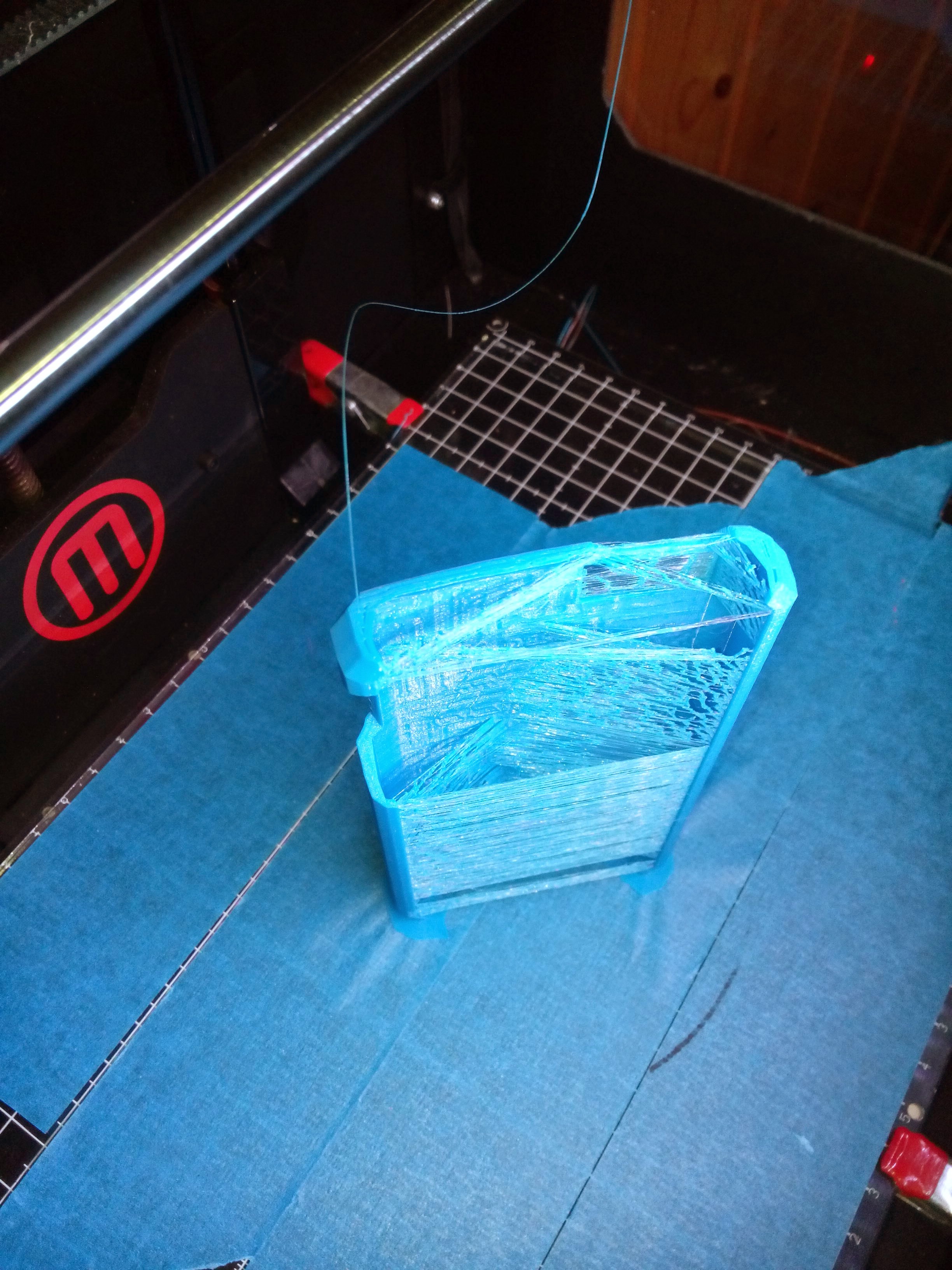
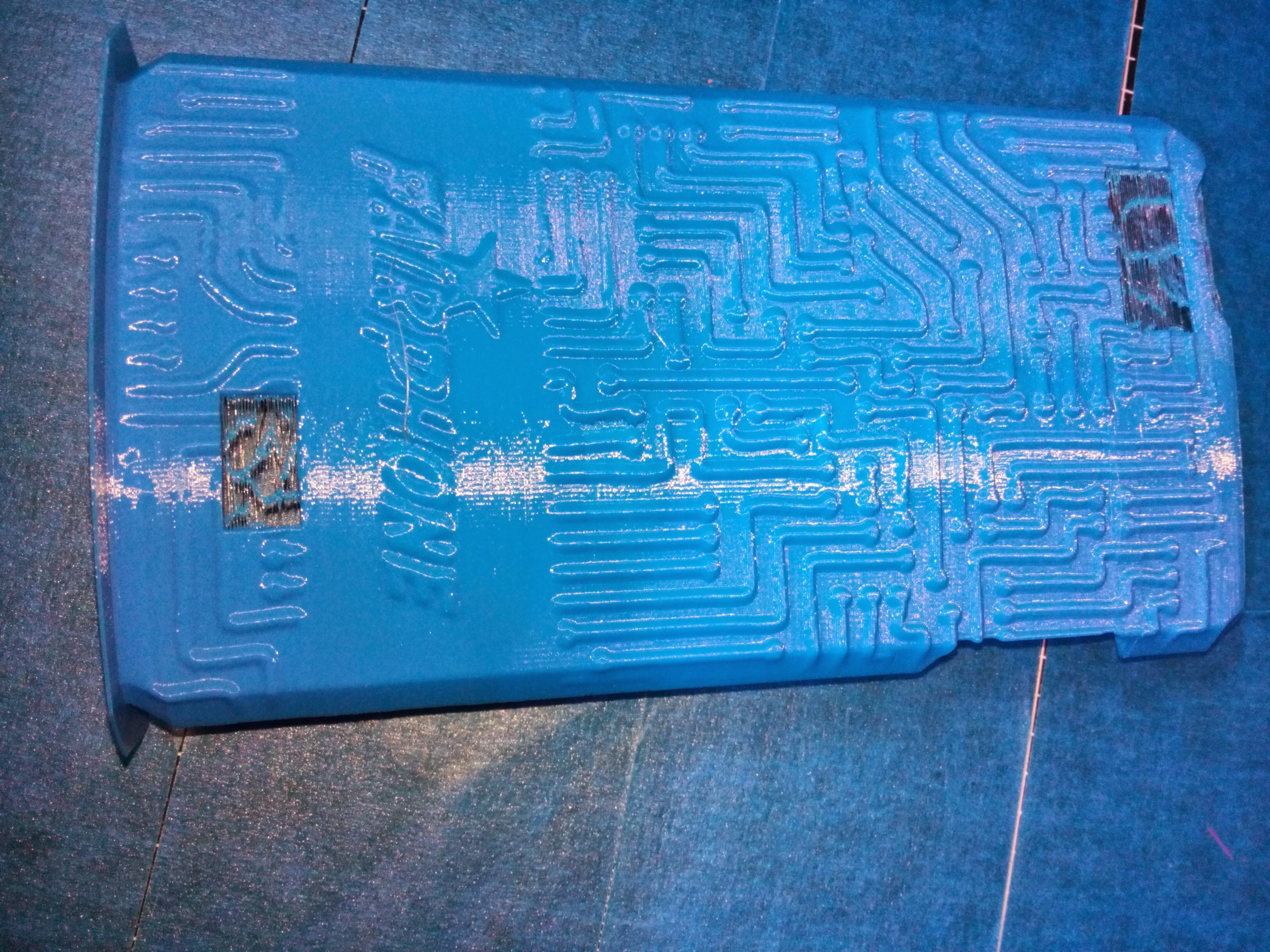
Here is the result with these parameters… For the Technology case, the result is good… not perfect. I have quite a lot of strings and there are some tiny holes on the front side.
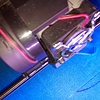
Then, I tried with the Fairphone branded case… As you may perhaps see (sorry for the quality), directly on the right of the Fairphone text, on the front side, you will notice many holes.
I am currently trying the corkscrew method (see below in this post).