Thanks @Philipbee and @Joerg
I printed a Technology Case with same parameters (infill 10%)… same problem.
In fact, I successfully used those parameters for quite long. Those params are those that 3DHubs is giving in the PDF. It took 4 hours to do the print…
I’ll try a technology case with the params you mentionned
Hi,
I´m afraid I will not be very helpful either, I use an Ultimaker and Cura, but I can tell you I print hollow with one shell using “spiralize” option (I don´t know if you have a similar one) at 0,15 mm and 25 mm/sec, while my usual speed is three times that.
Good luck!
1 Like
What are your nozzle width settings in Simplify3D?
Nozzle dia: 0.4mm (which is the real diameter)
Extrusion multiplier: 0.9
Extrusion width: 0.4mm
I printed about 10% of my print and it seems that you resolved the mentionned problem AND another one I was dealing with for a long time now.
My problem was to deal with retraction filaments. The back of the cases were messy at the end of the print. I had to do too much finishing (cutter and THF). For the moment, the filaments are only between the two end sides of the cover. It will be very easy to remove them using a cutter.
On the photo, you can see the current print.
I will come back with the final result for this print.
Thanks
That’s good. I’ve seen problem when you set the extrusion width on auto. The other obvious one is filament size.Have you checked that?
Sorry, I didn’t notice the extra images at first. The last one makes it look like it’s the number of shells that could be the issue. Try printing with 1 or 2 shells.
And if you preview your print, perhaps you can see whats wrong. is it printed concentric or rectangulair?
How many top solid layer do you us ? Reducing infill won’t help
James_2
16
you should not be getting that stringing - the trick is to use single outline corkscrew printing - like drawing without taking your pen off the paper!
then randomise the remaining strt points.
I print at 3000 an it was fine.
And use a brim - otherwise it gets tricky at the top.
James
James_2
17
oops - noticed you are using a brim 
Launching a Fairphone branded case with your parameters (exactly the same) and I will come back to you in 3.5h! 
Here is the result with these parameters… For the Technology case, the result is good… not perfect. I have quite a lot of strings and there are some tiny holes on the front side.
Then, I tried with the Fairphone branded case… As you may perhaps see (sorry for the quality), directly on the right of the Fairphone text, on the front side, you will notice many holes.
I am currently trying the corkscrew method (see below in this post).
James_2
20
@GloomySparker reduce your print temp to as low as you dare to get rid of the stringing and help the bridging.
The slower speed should help with this - but it is a fine line as you need to get good layer bonds and yet good bridging.
I always had to do a small amount of hand finishing with a scalpel and wet/dry sandpaper, but you want to keep it to a minimum!
1 Like
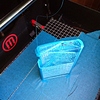
Print is not completely finished, but it is already time for a feedback. I do not know if the case will be strong enough (I have not the habit to print using only 1 shell… even less with no infill), but the filament problem is almost completely resolved. The only parts that will need some clean up are the overhangs, which is obvious considering the way it prints using corkscrew printing mode.
The print is good but some tiny holes remain.
At this point, I am wondering a thing… How can I say that my nozzle needs to be cleaned / changed?
The case NEVER went totally printed… It seems that the filament slipt at a time of the print for an unknown reason.
I cleaned my nozzle with a 0.4mm guitar cord… When loading the filament, it is smooth.
I launched another print with these parameters except for the speed. I put 1200mm/min. I also changed material and case model.
At this time, I really do not know from where come all my problems.
From my point of view, it could perhaps be:
- Filament quality? (did not test the Fairphone branded case in another color)
- Room temperature (it is quite cold in the printer room)
- Dusty grip (would explain the last print, but not all the others)
Is there someone who could have a clue for me?
I’ll tell you tomorrow if my Day 1 yellow case printed well.
Thanks
I used Rectilinear infill. I am now using corkscrew method… which is not giving me results: the filament slips on the grip when printing the second hole of the case and the case is never printed out completely.
The Day 1 case had exactly the same problem: the filament did not grip when printing the second hole and the case never went out completely.
So… this is not the material nor the nozzle nor the model of the case.
PLEASE… HELP… ;-/
Does somebody could provide a working x3g for a Day 1 or branded case so I can test from where is the problem?
James_2
26
@GloomySparker sounds like a feeder issue … sorry I don’t know your printer that well - worth asking on specific forums for that printer - it was a makerbot rep 2? - have you done the extruder upgrade? - I hear once they have that upgrade then they are quite reliable. But slipping filament means that you are probably not quite getting the full throughput and there is no reason that the fairphone case would make it slip more than any other - except that the flow is fairly slow/small and so MB are slightly prone to heat creep on the filaments - some people blow a fan across the bed to cool down the hotend.
As I say - one for the MB2 specialists.
James
Luuk
27
Hey there Fairphone guys,
Franky (@jianghan_mao) just installed the new software for Makerbot and is wondering how to best print Fairphone cases with it. Have any of you already printed Fairphone cases with the new software? Any tips?
Best, Luuk