



Yes, right on the existing plate. Metal spring clips, office depot or staples stuff. (The Black ones)
Skip to main content
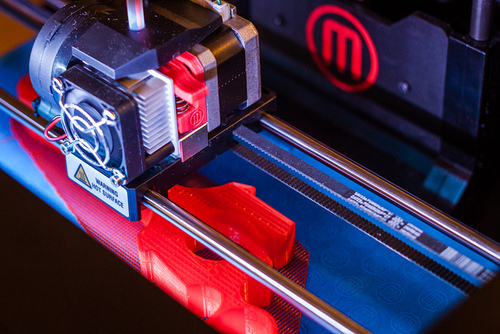
I’ve been running Buildtak as a print surface. It lasts for about one month of heavy use (5 trays of prints a day). It really improves surface finish and you don’t need acetone. The other material that is in use is PEI film 1 mm thick then stuck to glass with 3m high heat adhesion tape square.
Also for the Rep 2 gantry alignment problem: Someone who is trying to get the gantry to stay where it is supposed to be might find this helpful someday. If you are unable to get it to stay, try this:
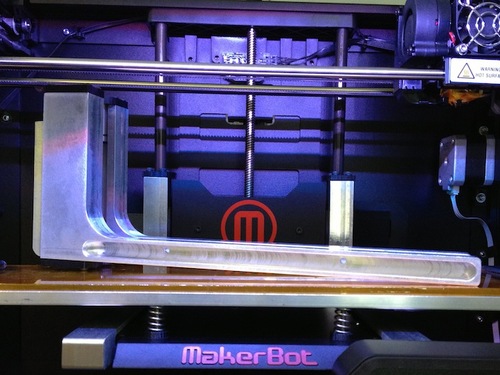
After I kept fussing with set screws and it seemed like the pressure of the whole system was off. The left side was not following the right side properly and it would occasionally ‘slip’ causing major aliment issues in the print. This showed up after about 400 hours of printing.
I ended up cutting the belt on the left and installing it with a bit more tension. I used a pair of pliers to pull it tight. This fixed the issue while I ordered a new belt. While doing this I also re-lubricated the rods and together the tighter belt and smoother rods fixed the slipping issue. Whatever you do, DONT push down on the rods because they look a little bent. The whole gantry will pop out and be shooting / dropping parts in a circle around you!!
I need to reassemble a Gantry on a second machine, any guides out there can you recommend?
normal paint thinners work the best for me as a cleaning agent for the build plate - better than acetone
This is a good video for the actual gantry assembly. It does not show the Y-idler pulley set up so I had to figure that out myself. If you need to get the Y-idler back on let me know and I can give you some tips
https://www.youtube.com/watch?v=HeNgEfbdjsY&feature=youtu.be 39
I don´t have replicator 2 o 2x, I have a Replicator Z18 with the “Smart struder”.
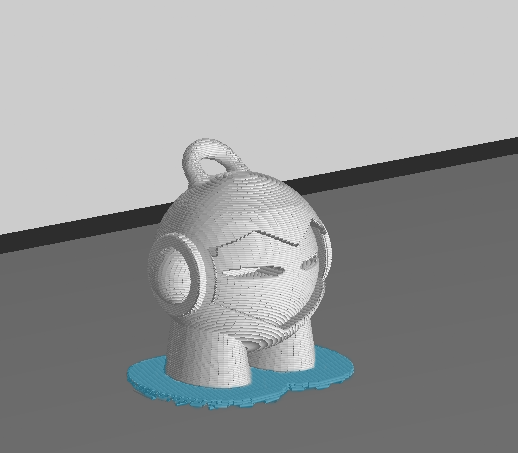
I try print “Marvin” with many settings, varying speeds (extrude and travel), quality (layer high in .04 to .09 mm range), and with last firmware and Makerbot desktop versions, temperature, accord with Makerbot and some blogs recomendations. Quality of print change, but I do not obtain high quality print.
I use diferent finishing methods (acetone steems treatement, epoxic resin, etc.) that improve quality, but I expected that printer print a true high quality objects. ¡¡¡I very frusted ¡¡¡¡. May be it is imposible with Z18.
I continue with this challenge until I obtain real high quality.
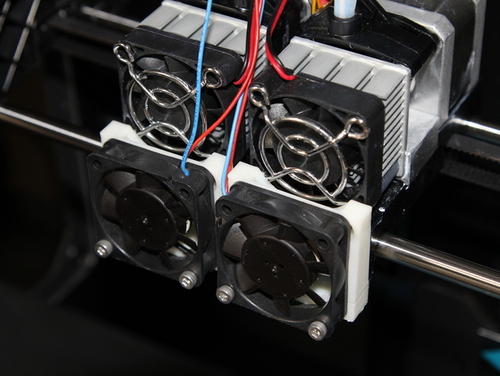
try lowering the temp to around 210 and lowering the fan speed (or unplugging it). I’ve seen some problems caused by the fan blowing the filament off its target and this makes it low quality. Lower layer heights need way less cooling. And when you think about it the smaller stand is much easier to blow off course. Finding a temp setting that cools while not distorting the shape can take some work. I use simplify 3D but in maker-ware you have to make a custom profile in text editor!!
Just biy Simplify3D and you’d be amazed what your replicator can pull out
If they had an eval or test drive I would love to try it out…
Its looks like an expensive version of slic3r… Since there is no free trial I am very suspicious.
yes, but it’s worth it. I did prints with 50 micron layer heights on my Rep2 with it…
I run into a problem where i had to print basically a large 4cm in height cylinder with hundred small circular holes. No slicer would slice it in a day (!), send an email to them and they replied that S3D sliced it in seconds. I was sold immediately.
Really, read some reviews. Watch some youtube…