



Skip to main content


I am getting the same thing. Working on it but no answer yet.
Tried cooling the filement 5 degrees down (no result). Changed retraction from 1 to 1.5 (no result). It seems a bit curling so I added a bigass fan next to my printer and see how my print goes now (with 2 fans ;))
Adding a second desk fan improved the overall quality of the fan a bit. Though the left eye brow was still there… Hope someone else has a suggestion.
Slow down the print, lower the temperature, increase the cooling, decrease the layer height. Strategic use of fan(s) is very important for “perfect” overhangs.
-Jesse
On mine - the blue one, I am printing at 1000mm/min, 200 temp .2mm. Even at .1mm layer, 190 temp I am getting the same thing.
Thanks for your advice.
Hello! What is your bed and extruder temps? Also, what material are you printing in?
Are you printing the outside perimeters first, or the inside first?
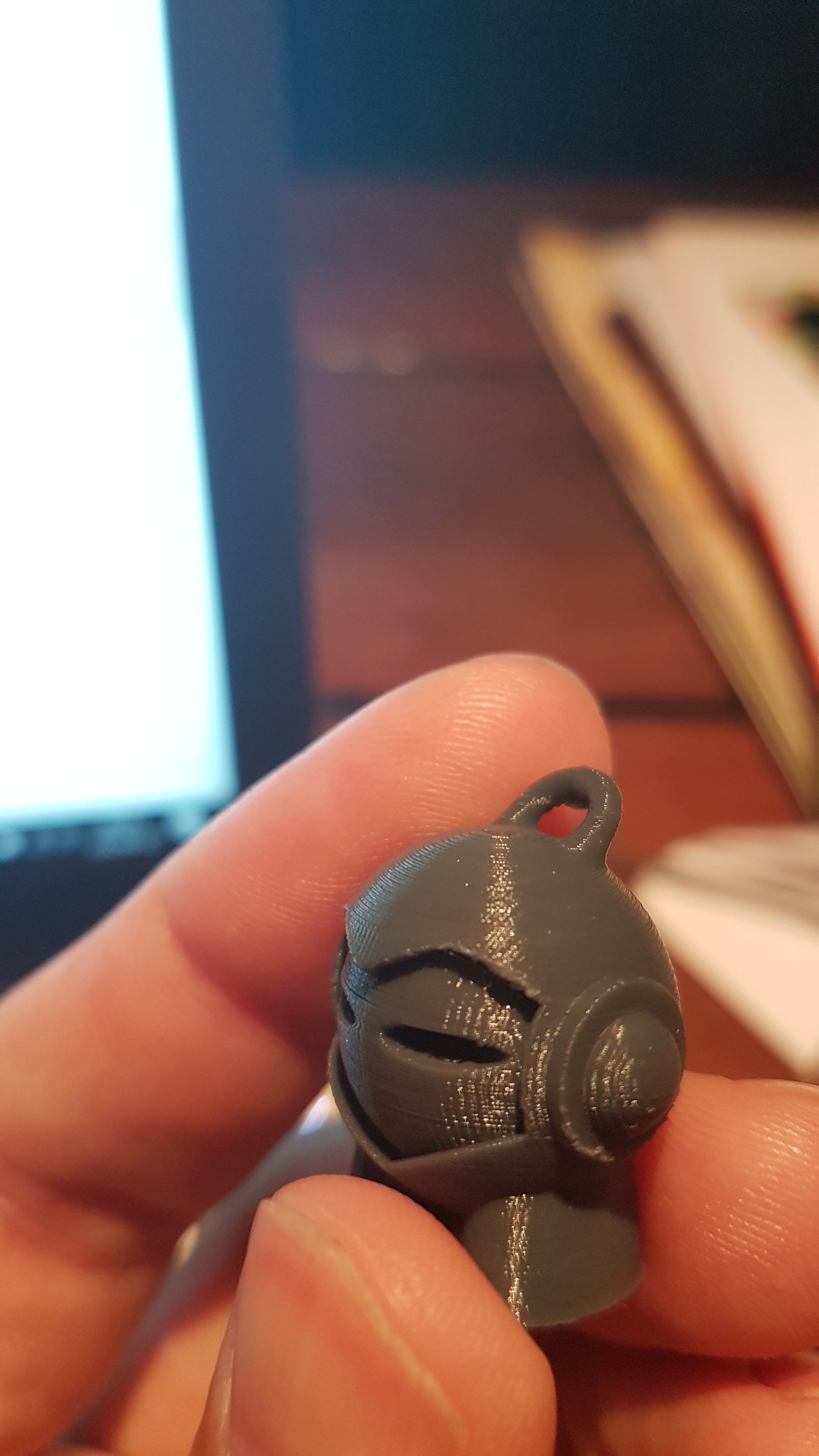
All, since Uranday and I (wirlybird blue Marvin below) are having the same issue with Marvin I am jumping in here to help consolidate questions and answers. Hope nobody minds!
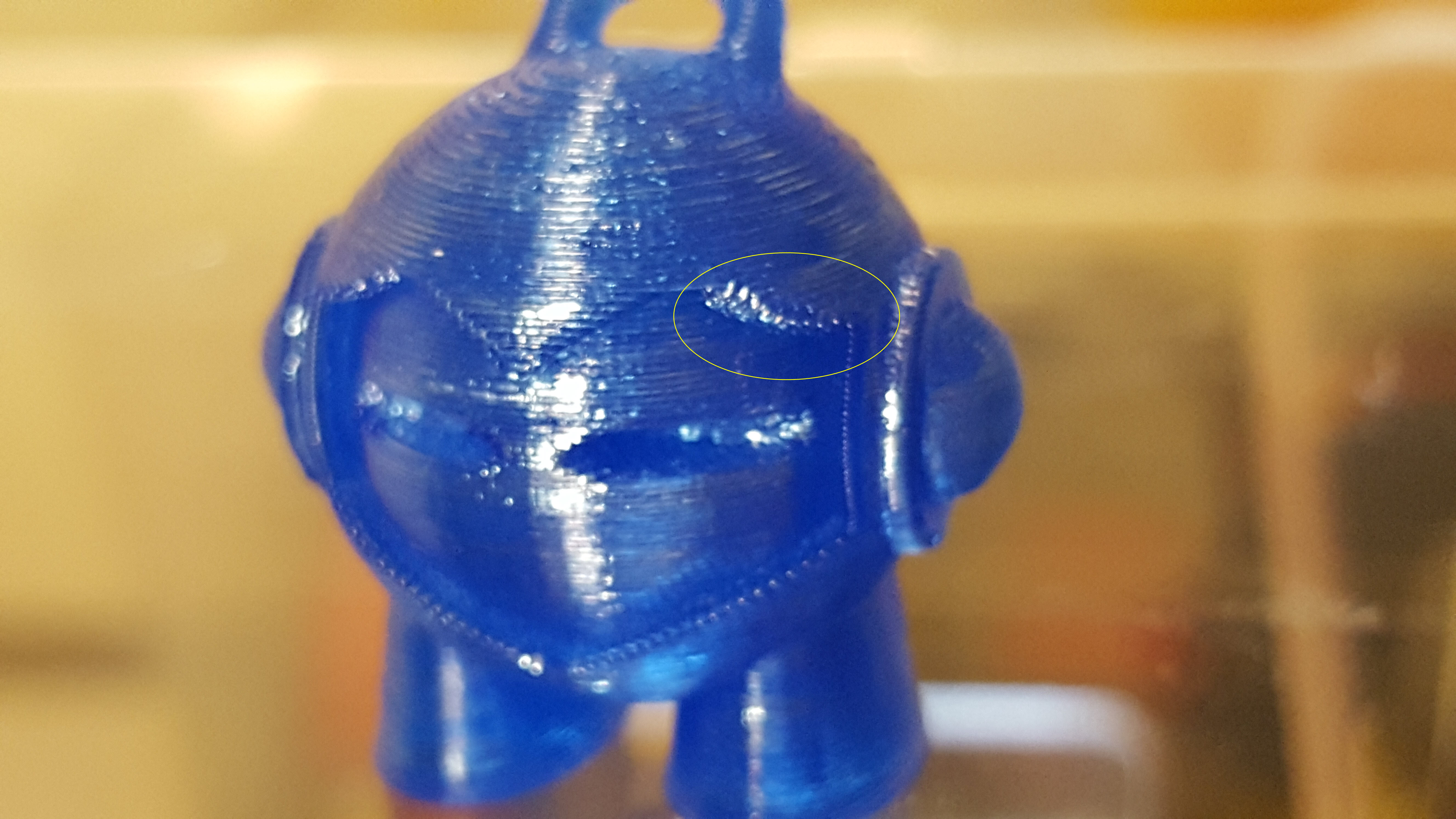
OK, this is a “sagging” issue. The filament is falling, as there is nothing beneath it to support it. This is a result of a combination of cooling issues and overextrusion, creating too much material that has no support under it.
For PLA, you need to have active cooling.
You can also increase the cooling setting on your slicer software. That is, increase the pause between each layer, so each layer has more time to cool before the next layer is printed. This allows the print to have better support on it.
Also, print 4 marvins at the same time, or add it to another print you are doing. More printing time per layer = less sag.
Finally, it appears you are slightly over extruding. Measure your filament, make sure it is the set correctly. Extrude slightly less filament.
Ok, so I have the cooling running at full after layer 1.
I have run one at 500mm/min and can watch it sag as soon as it is laid down.
I am going to try 10 degrees lower on the extruder and see what happens.
I need to figure out the bridging area of S3D to see if I can get that setting to help on reducing the extrusion during that area.
ok, so this is mostly NOT a bridging issue. There is not much bridging going on there.
The bridge is when plastic is stretched from one area to another. In this case, this is a print area where a section is printed, and the extruder turns. Next layer, the section is printed further, and the extruder turns.
Fiddling with bridging is fine, and may help some.
Here is another suggestion: Support material. Click the support icon, choose .1mm, then automatically generate support. (you may have to add some manual supports. In your support settings, choose .2mm offset. this will create a wisp of support in that area, that will easily come off.
But again, this is a cooling issue. Print several at a time.