I’ll probably provide way more info than needed, but better too much than not enough I suppose.
I bought my first 3D printer, a flashforge finder, from eBay as a customer returned unit and sold for “parts”. Yes, I realize now that not knowing much about 3D printers in general before buying one to possibly fix was not the best start. I’ll say that I’ve learned a bit so far though. I paid 1/3 of the price of a new one and that helped my decision on buying one.
After getting the printer unboxed, it looked brand new and came with everything. I checked the settings and found it showed only 25 hours of print time. I’m unsure if there was an issue with it and that’s why it was returned or they just changed their mind. I went through the procedure of performing the bed leveling through the on screen “beep” sensor method at least 5 times, so I thought I had it dead on. Turns out I learned that it was very far off using that method and not level at all. I ended up doing a manual bed leveling and it seems very level.
My actual issue I am having now is that when I try to print a test print from flashprint software, the raft prints well and then several minutes into the print, it appears the PLA is not melting as well as it did initially, so it slows way down coming out and then it ends up clogging the nozzle/extruder. I’ve taken this thing apart enough times that I could do it blindfolded now I’m pretty sure  . The PLA filament I’m using is Solutech Silver Metal 1.75MM from Amazon (had great reviews). I have slowed down the speed, increased the retraction height, and I’ve played with the full range of the PLA recommended temp range (200-220). I notice when I save the gcode file for a certain temp, for instance 210, that the FF finder always starts out 5 degrees warmer. I’m not sure if that has something to do with it or not. I notice the higher the temp, I have a good bit of PLA stringing out of the nozzle. I have read multiple posts online saying that 220 was too hot and they all lowered to 200-205 typically.
. The PLA filament I’m using is Solutech Silver Metal 1.75MM from Amazon (had great reviews). I have slowed down the speed, increased the retraction height, and I’ve played with the full range of the PLA recommended temp range (200-220). I notice when I save the gcode file for a certain temp, for instance 210, that the FF finder always starts out 5 degrees warmer. I’m not sure if that has something to do with it or not. I notice the higher the temp, I have a good bit of PLA stringing out of the nozzle. I have read multiple posts online saying that 220 was too hot and they all lowered to 200-205 typically.
Anyone have any ideas where to start? I greatly appreciate any help or suggestions to try out.
I’ve had the same issue with Solutech PLA(white) and only Solutech. But after that happened it does affect my other filaments for a while. I would try and clean your nozzle and throw away the filament. Alternatively, I have turned up the heat by 10-15 degrees (above the recommended, so 240) and that keeps the filament going but I don’t think it’s worth it.
Thank you for the response. What PLA brand(s) do you recommend? I have new nozzles, nozzle cleaners, and PTFE tubes coming today. I have to take it back apart since it clogged up again after testing it last night. I have a partial spool of white PLA that came with it from Flashforge, but I haven’t even tried it since I don’t plan to buy their small rolls of filament for the small compartment in the rear of the finder.
Jan Solutech is ok stuff. If you are having to print PLA at 240 something is very wrong and if you have a PTFE setup you will be damaging that tube also. Or, your temp readings are way off from what is real.
Brad, What slicer, speeds etc are you using?
Hatchbox, eSun are decent.
I’m using Flashprint slicer. Here are my settings:
Base Print Speed: 50mm/s
Travel Speed: 60
Minimum Speed: 5
First Layer Maximum Speed: 20
First Layer Maximum Travel Speed: 70
Retraction Length: 1.8mm
Retraction Speed: 30mm/s
Layer Height: 0.18mm
First Layer Height: 0.27mm
Infill
Solid Speed: 65%
Sparse Speed: 65%
Fill Density: 15%
Additions
Enable Pre-extrusion: Yes
Margin: 5.0mm
Advanced
Extrusion Ratio: 109%
Path Width: 0.40mm
Path Precision: 0.10mm
Also, what height should the nozzle be from the bed? I am wondering if this could be an issue as it starts off printing good on the raft, but a few mins later is when it seems to clog and it looks as if it may be too close to the previous layer when it starts to slow down and begin clogging.
I had a few minutes before I leave to head off to work and decided to try the other white filament I had from flashforge. I tried the same test print as before (the benchy boat). The first layer goes on pretty good with the exception of the first oozing filament that gets knocked off the first trace around the raft. I noticed that when the nozzle moved across the raft to reposition to start the 2nd layer, it made a small indention in the top of each line of the rafts first layer. I leveled the bed manually using a folded over piece of white printer paper. It appears I may have the nozzle too low to the bed and maybe that’s causing my clogging issue as it keeps dragging into the already printed layers?
I’d slow a little to 40mm/s or slower for small parts. Stick with a 0.2 layer height for now.
Reduce the extrusion ratio to about 95% for PLA.
Thank you so much for the recommendations! I’m leaving for work now, but I’ll get those changed when I get home this afternoon and see what it looks like.
I have a couple rolls of solutech here that work at normal temps and just the one that will clog at normal temps. I like hatchbox. I’ve never had any problems with them. I think with solutech they have faulty rolls and you don’t know what your going to get.
Odd, I have had pretty good luck with Solutech but I don’t use a lot of it.
Wirlybird, what is your go to brand? I know janjan said they like Hatchbox the best.
I have always had decent results from Hatcbox.
I also use a lot of eSun PLA+
After staying over at work, I finally made it home to try to print again.
I installed a new 0.4mm nozzle, new PTFE tube and got the extruder back together. I then re-leveled the bed again manually just to make sure it was even all across the entire bed (I use a sheet of printer paper folded over, so it’s the equivalent of two sheets and I adjust the nozzle to where it gives some resistance to the paper underneath).
I made the flashprint changes as recommended and the only noticeable difference that I saw was the speed was slower while it printed. The raft seemed to print really well, but then as it started on the actual boat (benchy) part, that’s when it seemed like the nozzle was too low. It seemed to be still be extruding PLA at that point so I let it go. It ended up clogging up again.
I think the nozzle may be too low still or there is some type of height setting that needs to be adjusted. Since I haven’t successfully printed any one print start to finish yet, I’m unsure how low the nozzle really should be doing a normal print. My guess is because it’s printing so low into the previous layer that it’s restricting the flow of filament enough and backing it up and in turn feeding the same rate of filament in and causing it to bunch up below the stepper motor for the filament feed.
I’ve unclogged it again. Do you have any suggestions other than try to re-level the bed a little higher and try it again?
I cleared the jam again and re-leveled the bed using three sheets of printer paper to increase the nozzle distance a little more. I am still having the same issue as before. The raft prints good, then as it starts building off of that, it seems to be printing too low and then the filament extrusion slows down and stops all together, causing a clogged extruder. I’m about to pull out the last couple of hairs I have on my head! 
First, do away with the raft. Generally unnecessary.
Level with a single sheet and just a slight feel of the nozzle on the paper.
ONLY level with the nozzle directly over the leveling screw you are working with at that time. Anywhere else is a waste of time and will not work out well.
Some people like to bring the bed up to temp for the material type so PLA preheat the bed to 50 or so then level. No need to heat the nozzle.
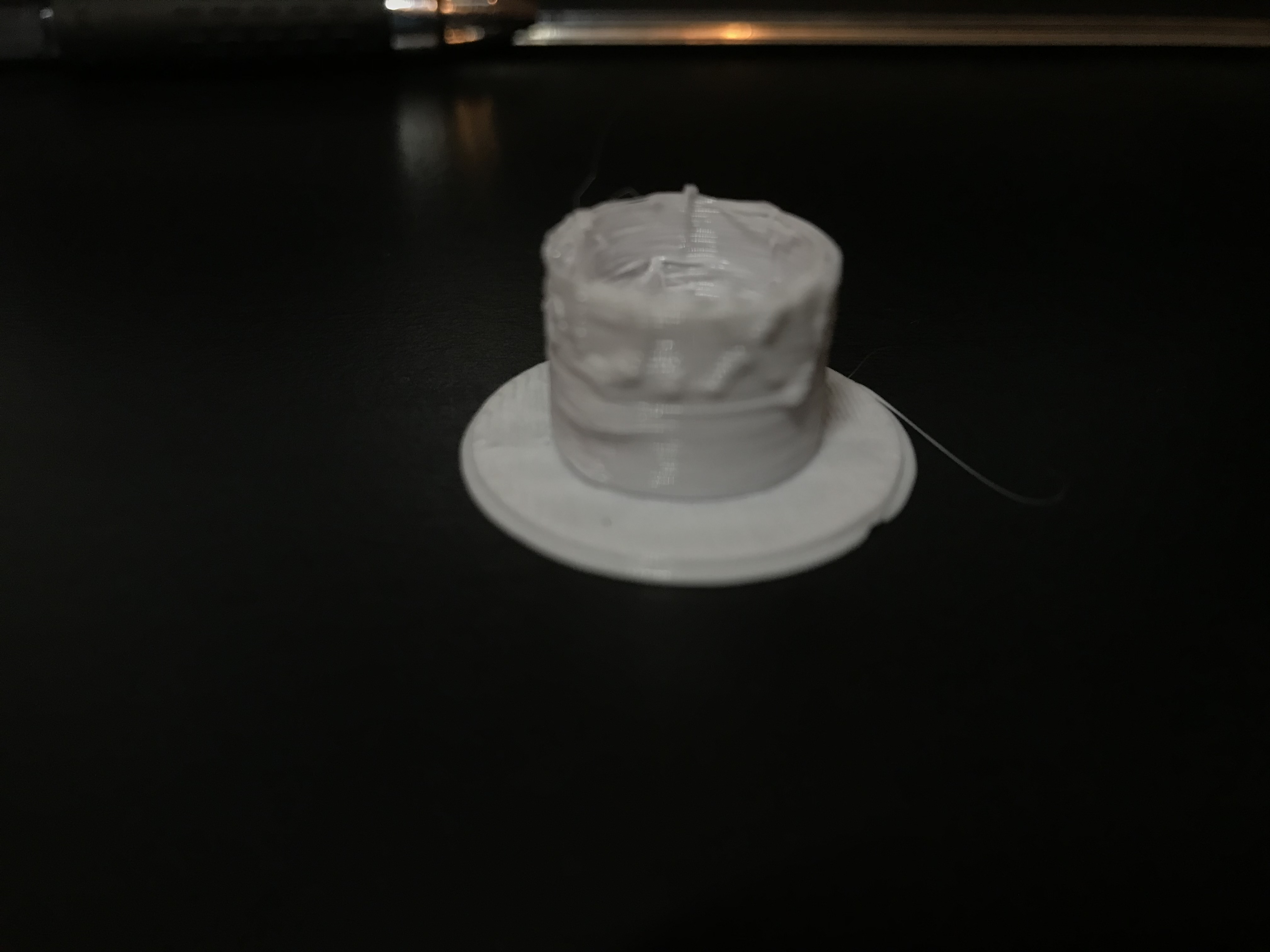
Wirly, The FF finder doesn’t have a heated bed. I had read that it was better to use a raft because of this. I just tested the same print again without a raft and it started doing the same thing again. Luckily I was able to stop the print before it completely clogged the extruder again. I’ve tried attaching a picture of the print without the raft to show what it looks like.
I didn’t realize on the heated bed.
First thing the picture tells me is the gap from bed to nozzle is too much.
You want to see that each extrusion is getting slightly squished to create a more solid layer.
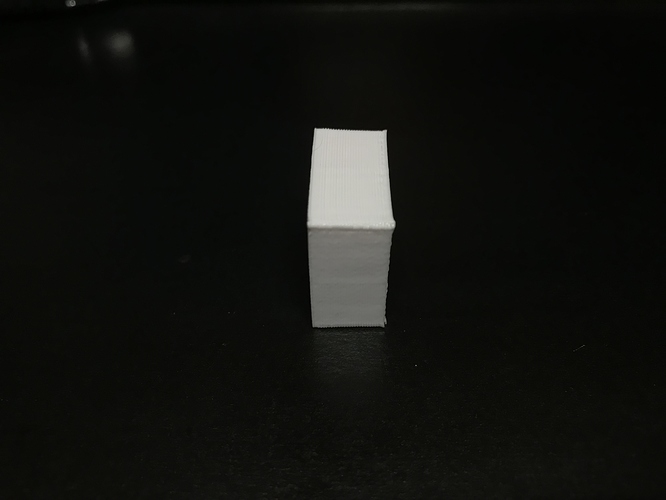
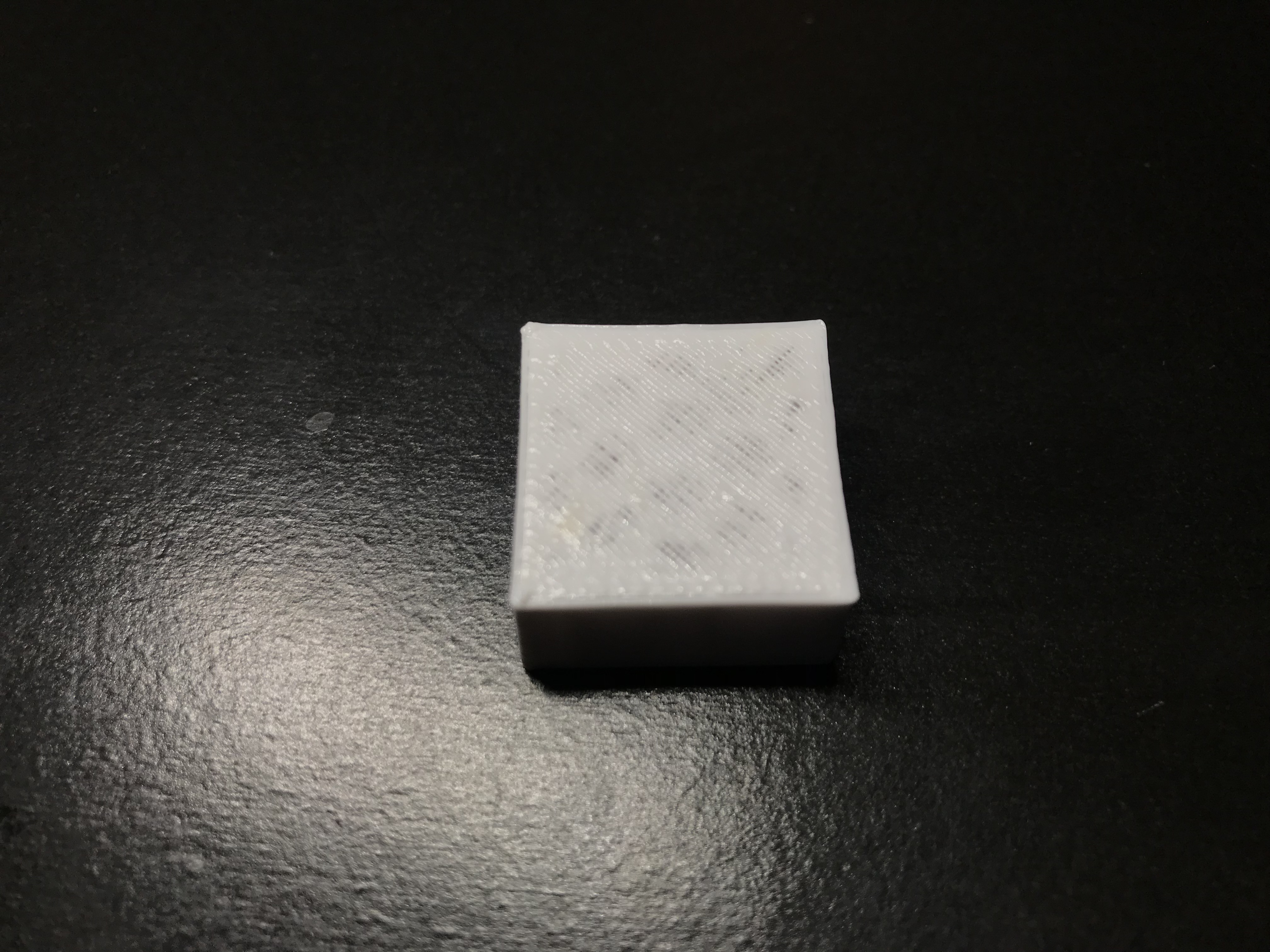
Ok, so I’m making progress. I had emailed Flashforge support a couple of days ago and they were quick to get back with checking the firmware. They did tell me there was an bug in the existing FW that could cause some issues similar to what I was experiencing. Turns out I had the latest FW, so wasn’t anything with that. They emailed back and told me to reset the print settings in Flashprint, level the bed, and print the test cube from Flashprint. I did that and to my surprise, it printed complete in about 9 minutes and NO CLOGS! Wooohooo! Now here is what it looked like. I need to make some adjustments of some sort, just not sure where at exactly. Maybe the bed isn’t exactly level since the corner looks a little deformed. I am guessing the benchy I was trying to print is a corrupt model or something which is why it kept clogging up as it was trying to print.
Temps and speeds?
Looks hot and needs a few other adjustments.
Remember how I said to level. Only over the leveling screws.
On a 20mm cube I’d go with 30-40mm/s.
PLA at 200 max.
infill 20%
3 top and bottom layers.
Extrusion multiplier maybe 95%
The default settings have the temp at 220, extrusion at 109%.
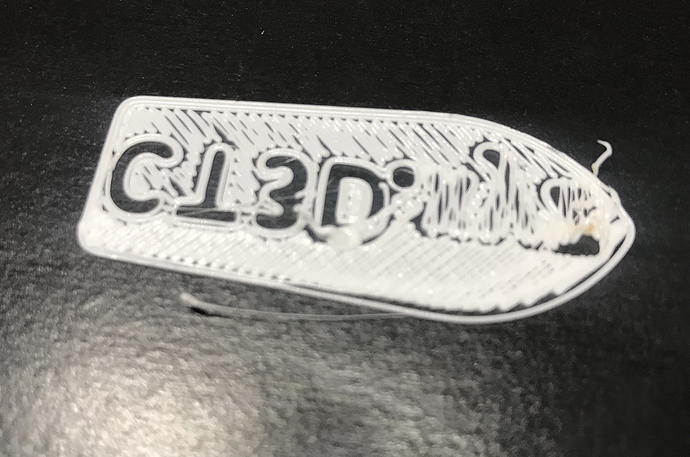
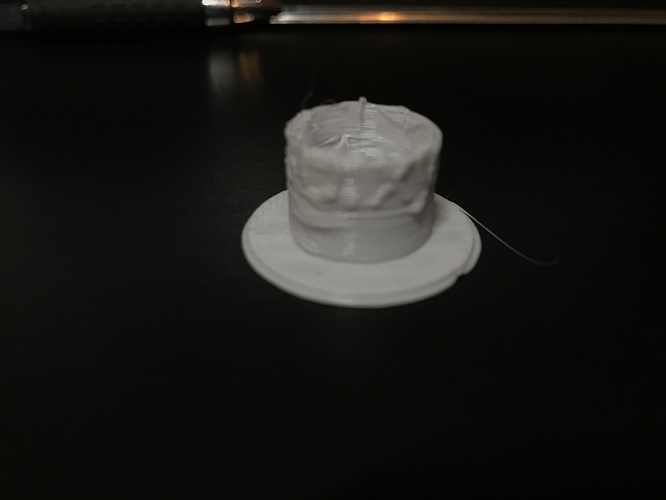
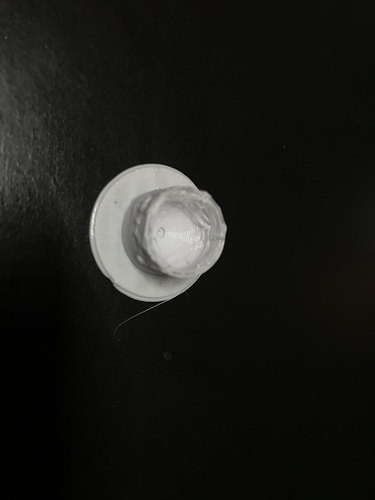
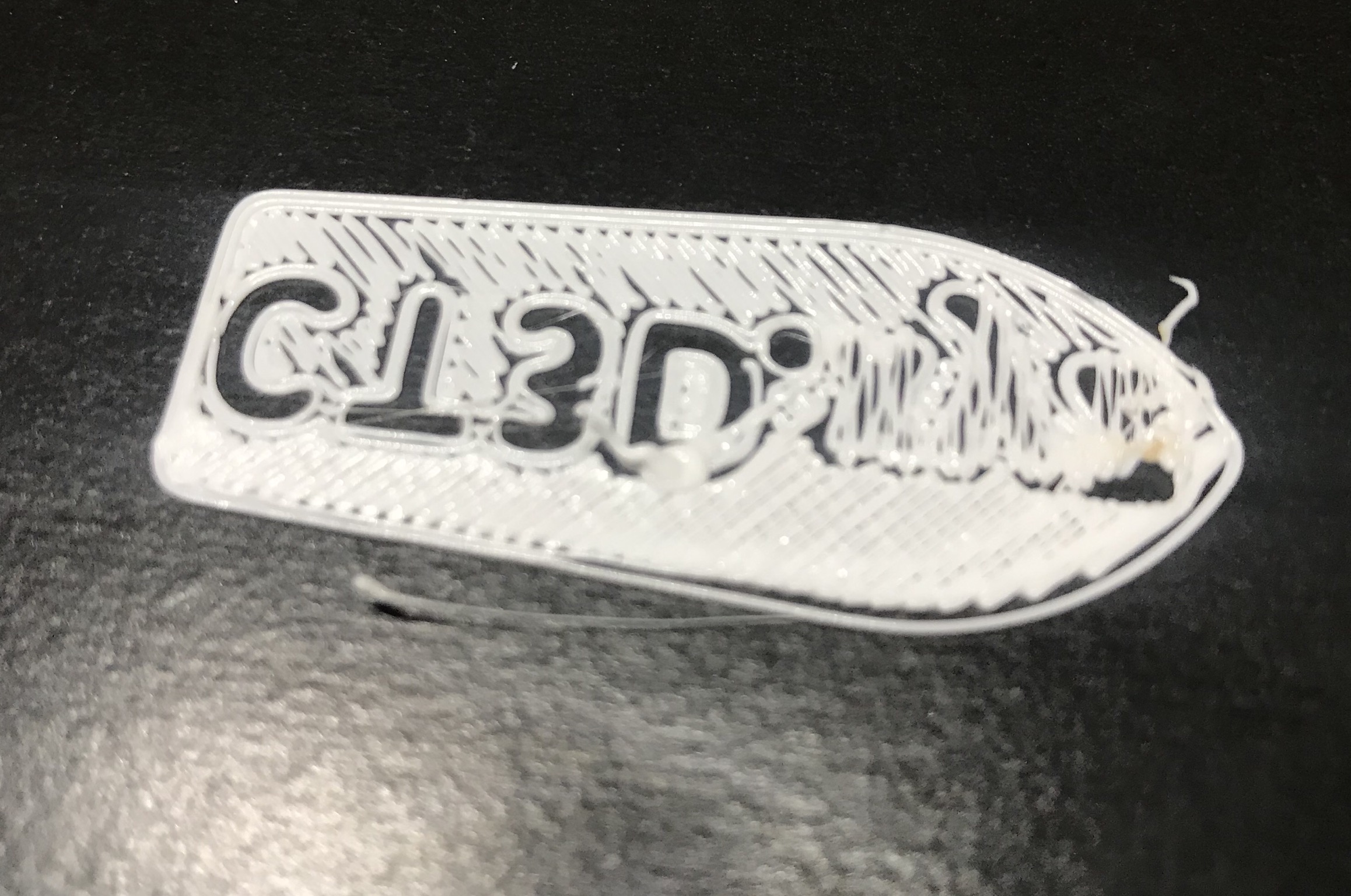
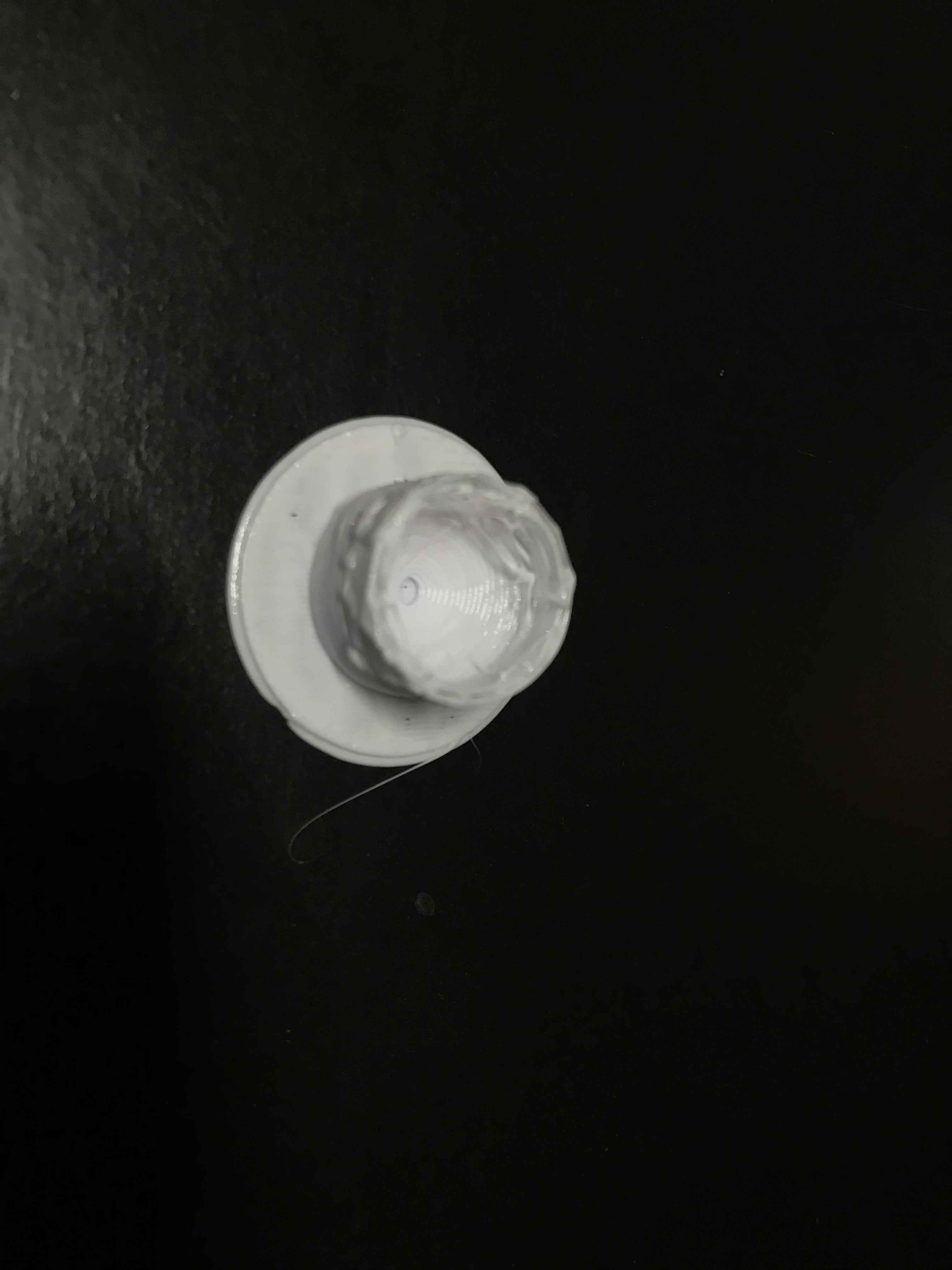
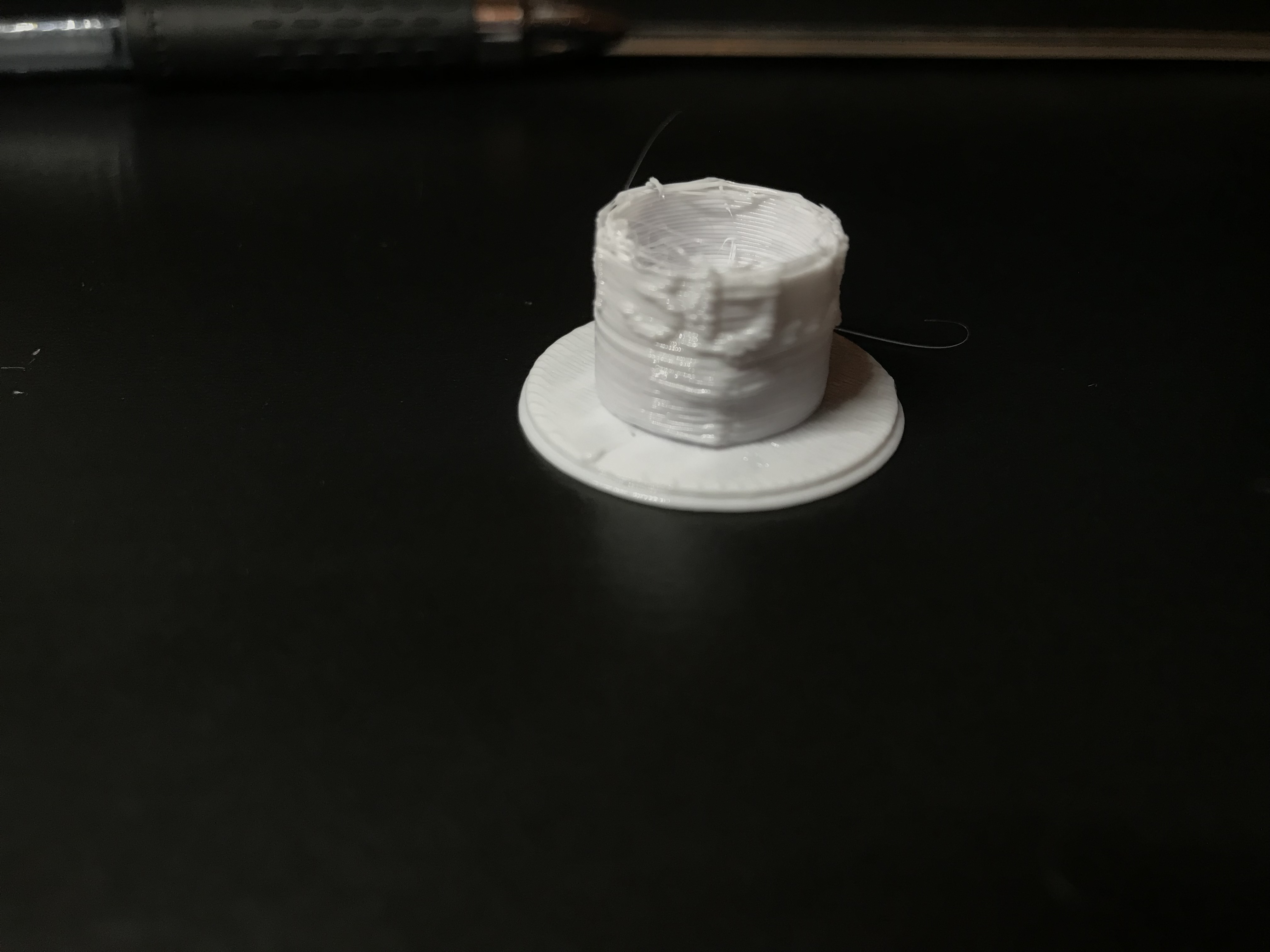
I did relevel the bed again only at the 3 points where adjustments can be made. I also lowered the temp to 200 and extrusion to 95% and printed another test. It looks a little better than the first. I then decided to try to print one of the pieces needed for a spool holder to clip on the FF finder to use the 1kg spools. I printed at same settings (200C 95% extrusion). It didn’t look the best starting off and then it started slowing down coming out of the extruder and ended up clogging the extruder up. The pictures show the piece. It is supposed to have some raised lettering around the sides. The file I downloaded already had a raft, so I left it as-is.
As I was heating the extruder up to 220 to melt some of the clogged filament out, I heard the printer fan get louder and then I realized the extruder fan just started working and that fan noise added to the case fan noise I’m used to hearing. It hasn’t worked the entire time I’ve been messing with the printer over the last week (probably about around 16 hours in all) and I never paid any attention to realize it wasn’t working. I messaged FF support and was told the fan should come on at 50C. I’m guessing that issue may be why it was returned possibly. It’s been a rough start, but I’m surely learning more and more each day.
I’m calling it a night, but will be doing more testing tomorrow to play with the settings a little more. I think I’m going to try to increase the temp to 205 or 210 and see how it looks. It appeared the PLA just wasn’t melting fast enough and that’s what started the clog.