200 is generally fine for PLA. don’t over do it.
Yes, if the extruder cooling fan hasn’t been working then that is a BIG issue!!! And could account for the clogs. It is supposed to come on at ~50.
Also, as you test and make changes. Make ONE change at a time and small changes. Make a change for a specific reason and not just because you can change a number.
When you make a settings change ask your self what do you expect the result to be and then see if you get it. Have a plan for each change.
When you trouble shoot a print start with the basics and most obvious stuff and do a process of elimination.
Most issues are pretty simple ones.
So, on the circular part above there are a few things going.
What do you see? Melted looking so too hot. What to do about it?
Is there a part cooling fan and is it running full? Not the extruder cooling fan.
What is the temp at for the material? Can it go lower?
What is the bed temp (if you had one)?
What is the print speed and is it too fast for the size of the part and material?
A second look also shows it may be over extruding a bit.
Lower the extrusion multiplier a little like from 95% to 93-94%.
Make a change and re-print. Lots of test parts in this game!
Thank you so much for the advice and help with this. I found the replacement fan from FF for $15+ shipping. I’m ready to get this thing going asap, so I found another replacement (same voltage and current draw) off Amazon for $10 for a set of 4 and they will be here Sunday. In the mean time I took the fan apart to see if I could determine the issue. Seemed to be poorly soldered. I heated it up a few times with a hair dryer pretty hot and wah-la it’s working again. I have to pull the extruder apart again and clear the clog, then hopefully I’ll have a much better print with the fan working and I can then start determining what settings to adjust. I really appreciate all your help. I am learning a lot from all of this.
Finally made it back to post an update. I got the original fan replaced with one I ordered from Amazon. The prints were SO much better afterwards. In the process, I’ve learned even more about why that fan is there, when it is set to come on, and the importance of it. That explains why every time I tried to print before (with the fan not working), that I had stuck filament because it kept melting high up in the extruder from all the heat.
I need to figure out what settings to play with to adjust for better prints, but overall I’m pretty pleased so far. I also need to do some research on using just the glass bed with aqua net hairspray, as that seems like it may be a better route to take.
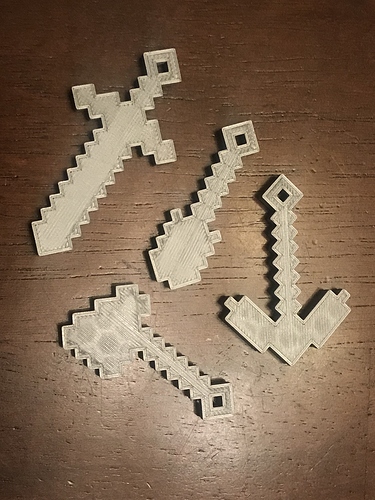
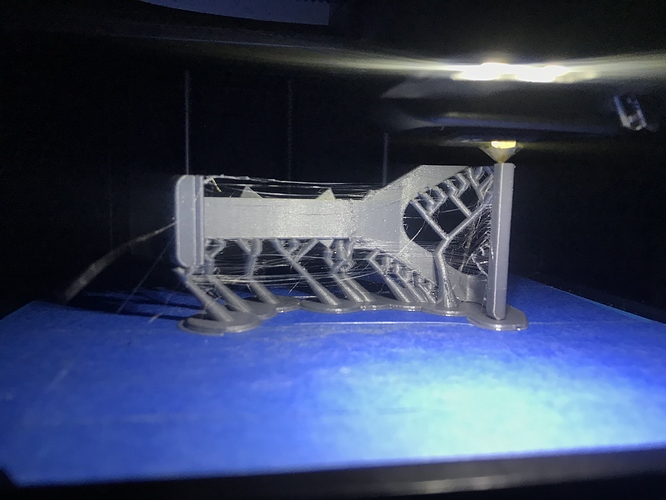
Here are a few prints I made after replacing the fan. The minecraft items turned out pretty well. The other piece had to print with supports and a raft. It’s the main piece for a xbox one thumb racing wheel attachment for my sons xbox one controller (attaches over the exist controller to make a mini steering wheel). There is a bit of stringy-ness to it, which I presume is from the temperature being a little high maybe? I really have to go back through all the settings one at a time and see what I need to adjust. I basically started all over again with my slicer settings after I replaced the fan.
Looks good.
Now, the fan issue has given you a very good example of a condition called “heat creep” usually associated with PLA filament but not limited to it. You can google to learn more but the basics are this:
Heat creep is when the filament is making rapid and or long retractions generally with small print areas and the hot or heated filament keeps getting pulled up into the part of the extruder that normally should remain cool. As this happens the filament that is higher up softens and then can form a type of blockage or clog. Usually these clogs can be pushed back out without disassembly but not always.
Without your cooling fan the heat was traveling up the tube in the extruder and softening the filament to the point where it formed that blockage.
So, don’t overdo retractions is the moral of this one.
Print temps will affect stringing a lot. Some brands and colors also are just more stringy.
If you are mostly getting the stringing on supports then I don’t worry so much about it.
I would get the slicer back to defaults with the first changes being - speed at 40mm/s or so until you get comfortable with how speeds work in relation to materials and part sizes.
Extrusion multiplier maybe mid 90’s for PLA and 100 for ABS and work from there. I don’t know why they put it so high.
Also you will need to measure the diameter of the filament in a few spots and take the average. On other slicers you can enter this but not on Flashprint.
So if your filament is at 1.68mm then you may need to raise the extrusion multiplier a tad to compensate. It will just take a little time to get the feel for it.