Getting ready to try some nylon. Looking for any advice including brand and where you got it. I am in the US so that will factor in on a vendor I guess.
Printer will be a Flashforge Creator Pro with Micro-Swiss all metal hot ends.
Taulman 680 is my favorite. If you get good layer adhesion, it is indestructable.
Also, since you have microswiss, immediately get some PETG!!!
I have some frosted red that is KILLER!
Also on the micro swiss. PTFE acts as an insulator, so what you are used to printing temperature wise may change a little.
ABS seems to flow ok, but I had to lower my temps on PLA because I would get heat creep up the nozzle and it would get soft at the top, preventing a good push, and thus “clogging”…
With ABS, btw, you can crank up your speeds!
Have fun. Also, follow the direction for the upgrade exactly. Dont overtighten. Use the thermal material!
I run microswiss in one extruder on each of my dual extruder printers, since I am very happy with the stock extruder, except for the fact it cannot go above 230o.
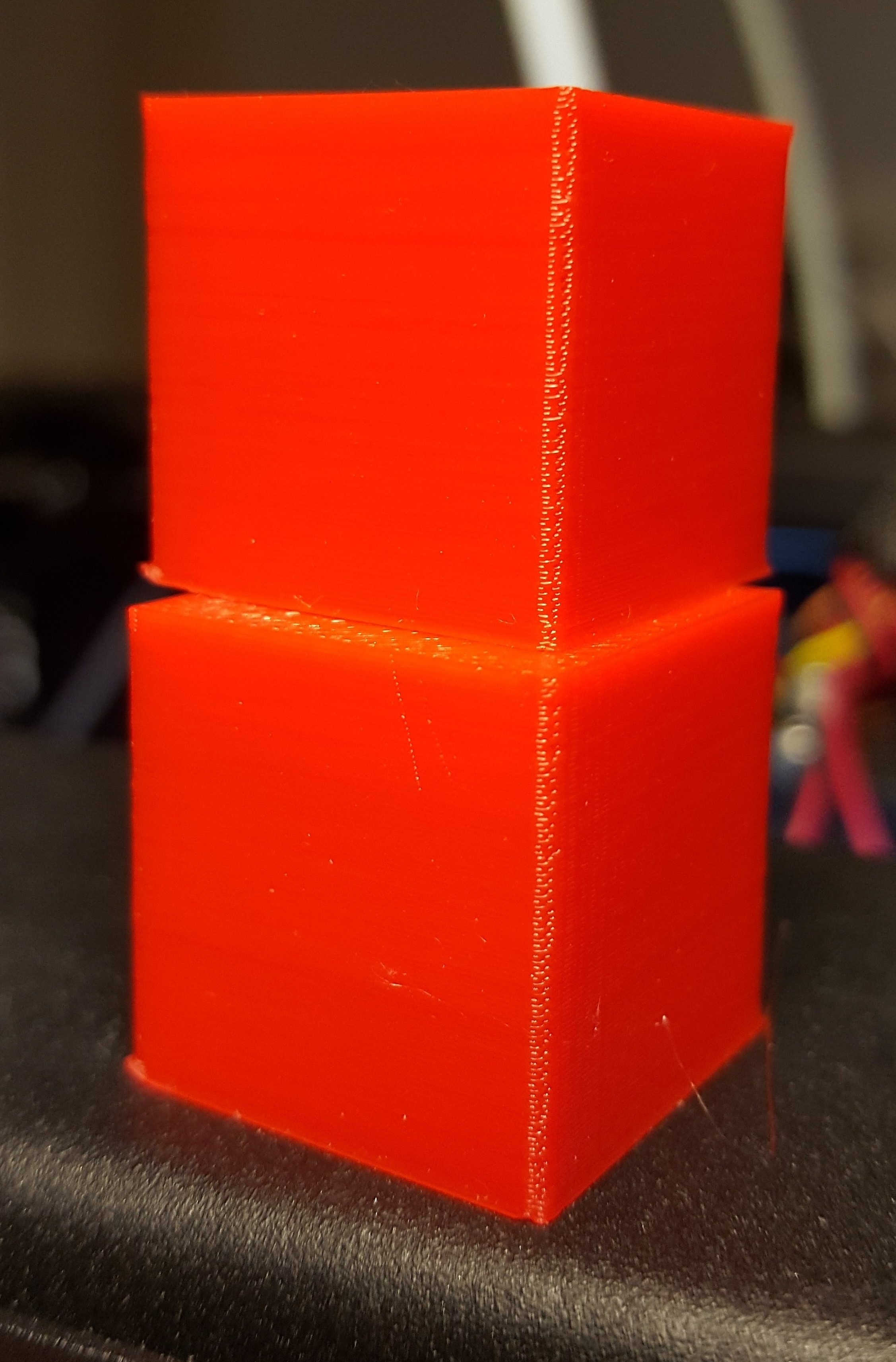
Perry, I do have a new issue since installing the MS hot ends. When doing a calibration cube (PLA) and setting the start point to specified I get what looks like under extrusion right exactly on the corner edge. It isn’t like the usual where it drags part way across the first side but it more looks like the corner was cut off just slightly or the corner looks “pitted”.
I’ll post a picture later when I can.
Thought I would mention it since you use the MS ends!!
I print Nylon (all different brands) on my PEI bed using a layer of window glass clipped to the bed. I could not get the Nylon to adhere to PEI on it’s own at all, with the exception of very thin layers (less than or equal to 0.1 mm). It works really well on the glass with a bit Elmer’s Glue All.
I remember you mentioning a MK2 sometime ago on a different Talk post; is that what you’re using the Nylon with? If so, you’re in good company, and that advice is from my experience with mine!
That definetly looks like a starting error. It could be a couple of things.
I think it is not purging your hot end enough before the print, so small amount of plastic gets on there, that gets pulled on the next layer. I am leaning this way, because of the direction of the pull.
I can also see you are either too close to your bed, or overextruding your first layer. This can also leave a blob when the outline meets itself when it completes the outline, again creating a situation where there is a little too much plastic, that gets picked up by the extruder on the next layer.
Definitely add or increase skirt, or raise bed a little, or print less % of first layer. This should make it go away.
I bought some Taulman filament from Amazon. It popped and sizzled when it was printing. It had water in the filament. I took the roll to work and put it in the welding rod oven for 3 days. The welding oven maintains a temp of around 95 C. The filament prints much cleaner and better. No popping and no sizzling. The color did fade and the spool warped but the filament was OK.
I really appreciate the advice. I need to go back to the cube and work with it. Other prints are printing nice however so hopefully it is just some adjustments/fine tuning but overall a good start with the MS hotends so I am happy so far! Hasn’t been a disaster!
Yeah, it popped and sizzled right out of the bag. I read reviews on Amazon with the same issue, but decided to take a chance. My buddy ordered a roll a few weeks later with the same issue. And yup its taulman. The original clear color faded to yellow.