

Skip to main content

A. What type of filament
B. What type of bed? Heated glass?
C. What type of products so you use for adhesion to the bed?
I had this problem on my da vinci a couple of times when I first got it back in the day and it was because the glue I was using wasn’t strong enough to hold the print on the build surface.
PLA wood filament
Heated aluminumn with build tak
no adhesion products
Clean lightly with sandpaper then wipe with alcohol. Sometimes it gets a buildup and has to be refinished.
This can also happen if you are overextruding too much. Check your filament diameter with good calipers, and check the extrusion multiplier setting in your slicer as well.
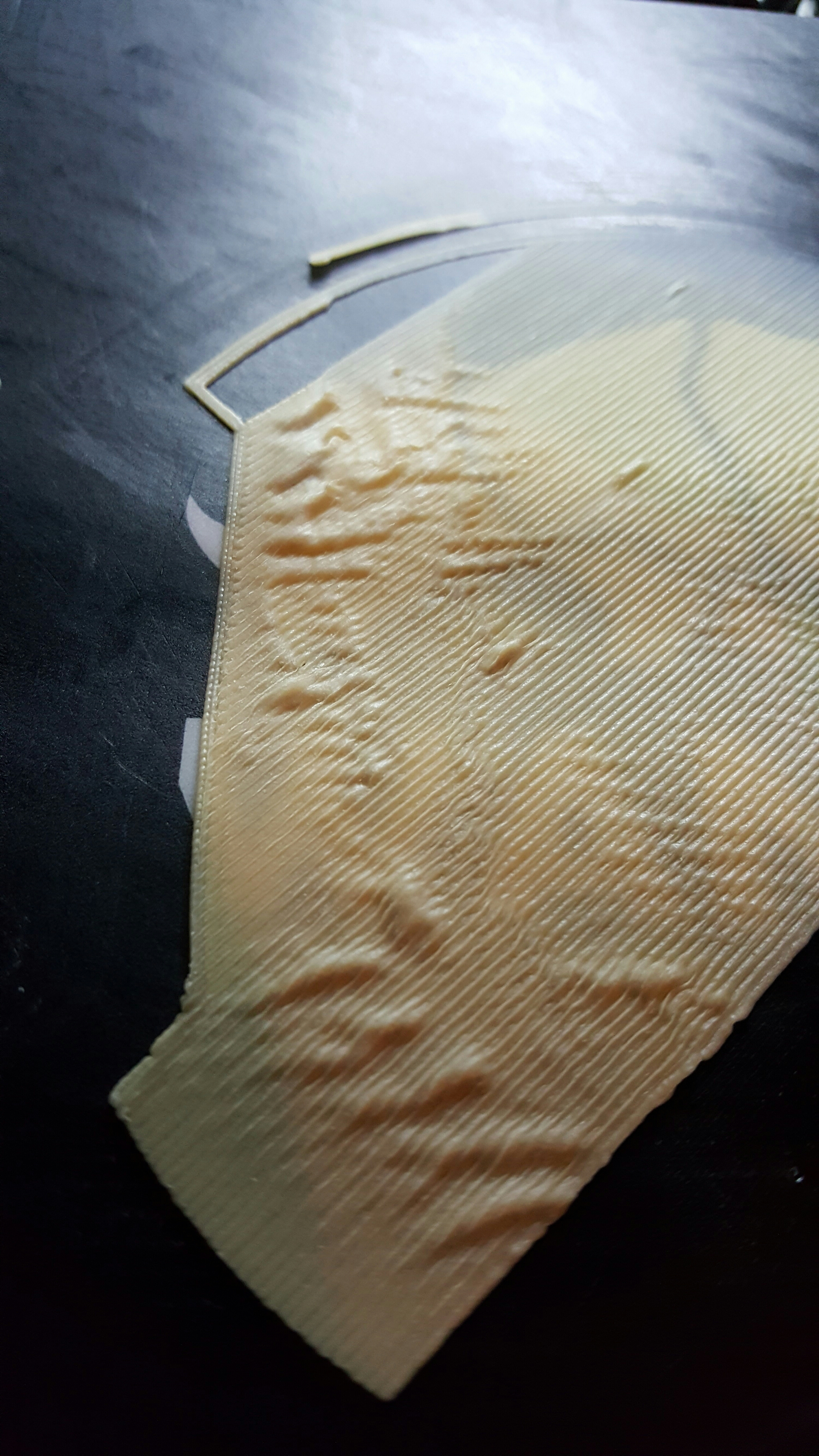
Try to level your bed again and add more distance between your nozzle and bed. I normally use 0.15mm to get a nice first layer. Yours like its way too close to the bed.
First layer is too smooshed. The heat isn’t bubbling it, but rather the next line of filament is pushing it up. Either you are over-extruding, or your bed leveling put your nozzle too close. Both can be handled in Simplify3d if you are using that. In S3D, bump your first layer height up. For instance, if it’s set at the default(85% i believe), then set it to 95% and try again. You can go over 100% if needed. This basically tells the printer to extrude 100% filament in a space that’s 85% of normal. Check out S3D’s FAQ for more info. Might play with your first layer extrusion width as well. In the future, when bed leveling, make sure the bed is hot when you do it. Seems to work for me to help alleviate this issue.
Is that bed actually flat?
Looks almost like it has bulges.
Only seen it happen once. It was under extrusion on first layer. Either bed leveling off or profile settings on slicer. Filaments can be a pain in the butt also, they get moisture in them. Check out the same print with another Filament or even different material. They each have their own challenges. Obtaining the right temperature takes patience and lots of runs until you get the perfect one. I just ran a set of gears with Bridge Nylon on the Duplicator i3V2 and so far I have 4 sets of not so good prints until the right temp hit… Tweaking and preparation is time consuming but it pays off. Take a look at your profiles for that material, see if something doesn’t look right. Good luck.
Thank you…I have left this filament on the printer while I used it so it could be moist. As far as the bed…it should be I’ve only had the printer for 2 weeks. I’m noticing that there are lots of tweaks…I just got a beautiful print the night before with the same filament…I’m printing a dice towed and it came out great…I have over piece left and I can’t get it to sick to the bed…It’s so frustrating
I have never been so frustrated with a piece of equipment in my life, every time I fix one problem another crops up. This one though is going to be the death of me… Last night I couldn’t get a first layer to stick to the print bed. A problem that just started happening. I followed some advice on here and lightly sanded the bed and wiped with alcohol. Didn’t work, tried hairspray, didn’t work. I just don’t get it my last print was the best one yet but now I cant get another to print… By the time its printing the 3rd layer the bottom layer has detached and it starts sliding all over the bed and messing up. Please give me some advice as to when your leveling the bed how should the paper feel when your testing it. Should I barely feel the pull or should it be tighter? I thought I had this 2 days ago. when I printed the tower of my dice tower, (I had to press the first layer to the build plate then too, but it stuck and didnt curl up too much) Ive tried the nozzle closer Ive tried the nozzle farther away, Ive tried the bed temp up, Ive tried the bed temp low, Ive tried the nozzle tem up and Ive tried it lower nothing seems to work, Please Help.
hi,
It going to be all right, don’t worry everyone goes through the same frustrations. Listen you know how when you drink coffee that is hot you tend to blow on it so that it cools right! Check that your print is not being overcooled. Example: ABS, Nylon etc needs to have the fan off when printing, because otherwise it will cool the parts too quick thus warping and non sticking. You can change those settings on the profile and inclusive on the Wanhao Duplicator i3 while printing. By turning fan On or Off. Take a look at the profile and see what it say in the Cooling section concerning your fan.
Adhesion to printing platform is going to be a challenge regardless. There are so many factors involved. 1st layer width, bed leveling, fan status, and so on. Keep playing with it. Once I get the temp and all is going well on a big print like the one you are doing. I usually will go in and Place blue painters tape along the edges of the Brim to help it stay in place, especially if it is a long job. Try using a Brim of about 5-6 lines or even a Raft to aid in adhesion.
As far as your bed leveling and how the paper should slide. A rule of thumb I use is I go into the gap not from the back, I dont put any pressure on the bed, so if the paper doesnt go into the gap freely, My extruder is too low. Adjust and try again. The paper slide is almost like a bite as I pull the paper away. But the bite is soft enough to allow the paper to move freely. I do this with a hot bed. after all the oozing of filament has completed. Or if you have not loaded the filament yet, Level your hot bed before loading filament. Glue, Hairspray, ABS juice, Painters tape and a few others are adhesion aides, but none of them will work if your temperature and printing profiles are not correct. Wanhao has a tips and trick site where they have some printing profiles, experiment with those and see what happens. Test with small prints that are wide, this will give you a better idea of how your prints come out before going into big jobs.
Lastly make an enclosure for your printer, this helps with wind drafts. Use PVC board it is cheap and easy to cut. The front you can make a door with Plexi glass. As far as hardware, I use duct tape, no screws. and the door open upward when done printing and lays on top of enclosure.
Keep going at it, Been there done that, and still wearing the T-shirt
Hi Scott, Have you printed the gcode files that came with printer? Make sure that the material used is the same for the gcode. So example if you use ABS on a gcode for PLA your print will have issues. Check temperature on gcode, particularly the bed temp. PLA is gonna have a lower temp than ABS. I don’t know what you print with, but try to keep your filament dry. If when you print you hear popping it could be moisture on filament. Yeah so check that the filament matches profiles. Key in on bed temps. If you want I can send you some example temps for filament I use and even profiles for specific filament that work for me.
Thank you, I think I did mess with the fan settings a few prints ago because someone said to have the fan on low on the first layer, will change that.
Scott,
So check it out. Make sure your bed is leveled the best you can. Take a measurement of the Z axis on both sides make sure they are even. Use a level on your bed to make sure it is even both X and Y axis orientation. Then level using the paper with a hot bed. Once all is good, give it a shot at printing. Here are some example I use for printing.
1.75mm filament on a .4 nozzle FLOW 100%
PLA
Layer Height .16
Shell Thickness 1.2
Enable Retraction True
Bottom Top Thickness 1.2
Fill Density (your preference)
Print speed 40 (yeah its slow but it produces nice prints)
Printing Temp 200
Bed Temp 60
Fan speed 100%
1.75mm filament on a .4 nozzle FLOW 100%
ABS
Layer Height .32
Shell Thickness 1.2
Enable Retraction True
Bottom Top Thickness 1.2
Fill Density (your preference)
Print speed 40 (yeah its slow but it produces nice prints)
Printing Temp 240
Bed Temp 100
Fan speed OFF
1.75mm filament on a .4 nozzle FLOW 100%
HIPS
Layer Height .16
Shell Thickness 1.2
Enable Retraction True
Bottom Top Thickness 1.2
Fill Density (your preference)
Print speed 40 (yeah its slow but it produces nice prints)
Printing Temp 220
Bed Temp 105
Fan speed 40%-50%
BRIM or RAFT is user preference. If using brim it is easier to use 5-6 lines vice 15-20, it will give you same results. The bigger the project the more lines can be added. A Raft in my opinion is usually best used on smaller items. But do you really need to use these. Folks tend to say that it is a waste of filament. TRUE. But whatever works for you stick with it.
Also once you get a Profile to work save it on your desktop, Name it I3PLA for example. That way you know it works and you can open it up on the Slicer you use and it gives you a peace of mind once you start. Always stay close to the printer, On its first layers it is key to determining whether a print will work or not.
Scott, I forgot to tell you that I use a glass bed so your temps may be a bit lower. Use increment of 5 degrees when testing on yours.
ok thank you, I have all the stuff to put a glass bed with PEI on but I keep procrastinating because I dont want to mess up my printer lol
Im home Trying a new print added a raft, fiddled with a few settings leveled the printer hot and increased the bed temp to 80c looking good so far crossing my fingers
Awesome, let us know how the print did.
I will post pictures after work but this is how it went, the Raft laid down like a dream it looked perfect, then when the print started… I curled and bubbled just like when there was no raft, it makes not sense, but the difference being, it stuck to the raft, mainly because I pushed down on the curls as it did the first layer. In the end the print came out ok and my Dice tower is finally done.