Thanks for the info about makerbot print. I’ve been using the SD card this whole time, but support (who have really been on my nerves throughout the whole troubleshooting process with the first printer) told me Print wouldn’t be compatible regardless.
I’ve been playing with the leveling (specifically not letting the nozzle get too close to the print bed) and will try it again and see if that helps with the surface quality. How often would you say I should relevel? Between every print?
When I’ve got time later, I’m going to make a quick little test print and try slowing the print speed, as well. I’m just a bit worried that, because there is filament leaking and clumping in whichever nozzle is idle during printing, that these clumps might harden and make worse drags during the print.
1. Have a look here:
https://support.makerbot.com/learn/makerbot-print-software/release-notes/makerbot-print-release-notes\_13553
The downside is that makerbot print doesn’t support both nozzles as far as I know.
2. Does the filament leak out of the nozzle or between the nozzle and the heat-block?
3. Look at this video of leveling:
and also this video for leveling between nozzles:
Usually if it’s making blobs while printing then your nozzle is to far away from the bed…
Filament will almost always leak when at rest, you can drop the temp and see how it reacts but a little oozing filament is pretty much normal operation.
Bearing in mind that the 2X has a hood, making it a fully enclosed heated environment.
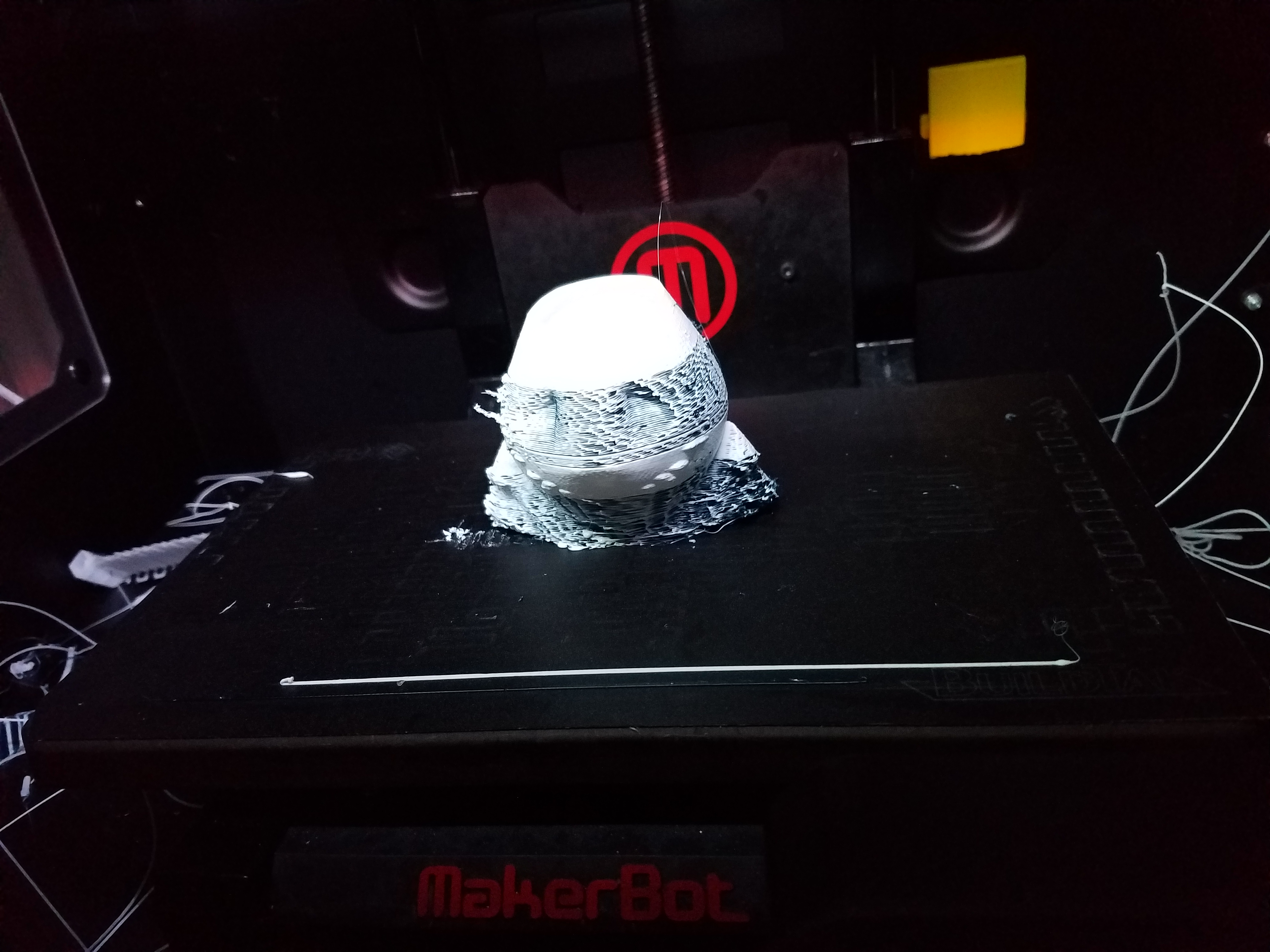
It’s not as much a big deal during preheat as it is during the actual print. The idle nozzle almost always has leaking filament that tends to clump and drag across the print surface with the nozzle (you can kind of see the drag marks on the coin).
1. I know that some of the prints we’re going to require will need dual extrusion, so I guess I’ll just stick with Makerbot Desktop.
2. It’s leaking out of the nozzle, not near the heat block. And the leaking happens with the IDLE nozzle, the one that shouldn’t be extruding any filament while the other nozzle extrudes. That’s when the resulting clumps drag across the print (getting stuck in it) and become a problem.
3. I’ll definitely relevel. I felt like it was pretty well leveled for the most recent test print, but it can’t hurt to try again. My tendency is too level with the nozzle too close to the printbed, so that’s what I’m usually wary of.
It’s normal to leak a little during heat up but generally it should go straight down, if your level is good the string or blob will come off when the print makes that initial priming line to get things started.
so what we’ve established so far:
1. Properly level the bed
2. Properly level the extruders between each other.
3. Maybe sllow it down a little.
other thoughts:
4. Make sure your filament hasn’t absorbed any moisture:
https://www.matterhackers.com/news/filament-and-water
5. Consider ordering PETG from micro center, PET is a filiment with the strength charitoristics of abs but the print characteristics of pla. For your purposes it can be considered a direct replacement, I have a 2x and 2 5th gen printers and 1 6th gen printer and I love PET!
1 Like
I used some foam as a dust filter for the filament, but hadn’t even thought about humidity effects. I’ll unload and store it in a drawer or something when not printing, probably with some desiccant for good measure. Thanks so much for your advice : )
First question (not a criticism): Was there a reason that the company chose the MB 2X? Unless ABS plastic was a requirement, it is in most cases, best to start with a PLA printer. There are arguments to this topic, but using a PLA printer is easier, especially if your are new to 3D.
The X in the 2X denotes Experimental. It’s best to consider it permanently as a “Beta” release of MB’s dual extrusion machine; and purposely so. ABS is more susceptible to ambient conditions, slicing programming, tolerances…stuff. It’s a tinkerer’s printer for those with some experience,interest and time to Experiment. I work with groups new to 3D and I, and my fellow volunteers, always recommend a single extruder PLA machine.
As noted in other comments (I may be repeating advice of others, sorry) make sure you have the latest firmware update.
Makerbot has a new desktop for slicing: Makerbot Print. But, I would recommend firmly that you use the original Makerbot Desktop for the 2X. It’s tried and true and is hand-and-glove with the Replicator 2 through Replicator 5th Gens. Run through set up again. When setting nozzle height, the friction created using the piece of paper as the measurement should be SLIGHT. Too tight and your just making the nozzles plow through the paper, essentially in a furrow.
Keep us updated:)
I completely agree with you in that we should have started with a single extruder printer, especially since no one here is particularly experienced in actually running a 3D printer. I’ve been told that multiple people in another engineering department also wanted to make use of the printer, did their research and recommended the 2X to the person making the purchase. Why they would recommend an experimental printer to people new to printing, I have no clue. If I had been told ahead of time that we were interested in a 3D printer, I would have asked for a recommendation from my former professors, who bought PLA printers that I’ve personally seen great results from. The stronger the better for our purposes, so we should have gone with PLA.
Based on the responses I’m getting, I think I’m going to be tinkering with the leveling a lot. I had it way too far away when I first leveled it (could get the print to stick), but the leveling has been tricky to perfect so far and I have a feeling these surface issues might not be as bad if I brought it up a bit more from where it’s set now. I realize it’s an experimental printer, but I feel it should be able to produce better quality prints than this.
Thanks for the tips : ) I’ll play around with more prints tomorrow and see if I can get better results.
Turn on purge walls in your advanced settings on MB desktop this should catch most of your nozzle drips. Or more advanced software can do an ooze shield witch also works. First picture has an ooze shield while printing the 2nd is the completed print with ooze shield removed.
1 Like
Common problem; to many cooks in the stew. And engineering departments are notorious for bulking up on whatever gadgetry they can get for a certain budget at the expense of others who’s job does not require any expertise in the technology. I see it in schools, a lot. They’ll spend $10k or more on a Stratasys (MB’s Parent co.) and then spend and inordinate amount of time learning to run it - in lieu of spending a few thousand for a Makerbot, in this case - and accomplish the same thing.
Regardless, remember to adhere to the leveling plate procedure, and that the drag the nozzle creates on the paper is slight. The way I judge slight is sliding the paper - after each adjustment of the screws - into the space between the nozzle and plate to anticipate ANY resistance entering that void. Stop. Move on to the next (adjusting while letting the paper remain in place during each adjustment of the screw is deceptive. The nozzle compresses the paper at the point of contact - essentially negating any progress you’re making).
TIP: After completing the entire leveling process, there may still be one nozzle that feels a bit tighter than the others. Go ahead and tweak that one and call it good. That should eliminate the Z from your troubleshooting.
jimrittenour@yahoo.com
Thanks for these “updates” 360 alaska! I hadn’t seen the dual extruder ‘fix’ before- other than written form. Obviously, according to the change dates/“improvements” these people have no clue what they’re doing. I installed Sailfish, ( took me a while- 2x runthrough) but iz kool cuz I can adjust ‘on the fly’ as a CNC Mill. and I’m also running Vesion 1.35 as my slicer. As mb will no longer be supporting “old” equipment, I am moving to a different, smarter company.
right on MC! they are running “wide open” which as a beginner, I thought those speeds were ‘normal’
Quick update: so after finally doing some speed and leveling tweaks (thanks to everyone who recommended that!) we finally got a successful print out of the 2X (though I suspect the nozzle may still be a touch too low). However, we all agree that it took an inordinate amount of work to get a single print due to the finicky nature of the 2X and are looking into a different Makerbot model (the higher ups want to avoid switching brands at this point). Any recommendations that are similar in price to the 2X and good for less-seasoned users? I was worried about the other models because I’ve heard horror stories about the Smart Extruder, but have heard that the Smart Extruder + has made huge improvements in terms of design.
On second thought, not sure if a return is even viable at this point, as we bought the first printer more than a month ago (this second one we’ve had for two weeks) and Makerbot has a 30 day return policy. I really wish the people in purchasing had actually done research and consulted the engineers before buying the first printer in their budget that they could find.
Can’t you just use single filament prints for starters?
also since the printer now prints correctly, why not get your money out of it by making the good prints you know you can, rather than trying a different product. I know that’s what it took with the z18, there were many “get straight” moments with our boss on making the “fancy gizmo” make good prototypes. It took some muscling through to make it work, but the printer more than paid itself off in a number of months thereafter. My advise, stick to it, and when you come up with an issue that is where makerbot is in error ask them what they can do to make it right. We’ve replaced 2 or three extruders now for free just because we consistently went to them with our problems.
The horror stories about the Smart Extruder are over; for some time. Makerbot made updates and eventually offered exchanges for bad ones (keep in mind operator error is very often at play). Fact is they were still the number 1 selling manufacture during that period. But whatever. The true problems with it were rectified after 6 months.
The current generation of Makerbots, the + series are fantastic. There faster, quieter, the Smart Extruder + underwent a massive testing phase with MB’s parent company Stratasys. They had extruders on the benches that were still operating at spec after 1200hrs and purring happily along. The new slicer accepts native modeling files too, a godsend.
Best best part? The Replicator + is $400 less that the previous generation, Replicator 5 (some of that is the result of succumbing to the need to move manufacturing to Mexico:(
I recommend it. I’ve got one and love it. Never had a problem with my Rep 5 either.
Thanks magnacarte! that sure is great news! I had finished a very bizar part this AM @ 0500, seems my 2X (2nd generation) works very well with very odd object types!
Zortrax makes really good ABS printers, perfect prints almost every time and really easy to use. Not trying to promote Zortrax since now I mosty use the ultimaker 2+. I recently bought the BCN Sigma r17 but had all sorts of issues with it and ended up returning for ultimaker 3.