We’ve all experienced it at some point. Your prints just randomly stopping, your extruder getting clogged mid way, or anything else, the result is the same: when you come back to your printer all you see is half a print.
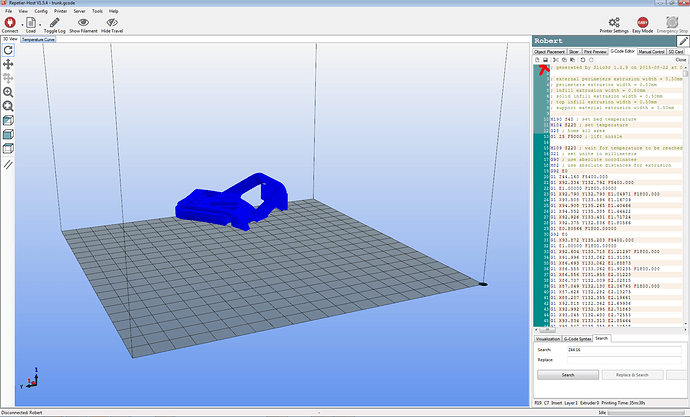
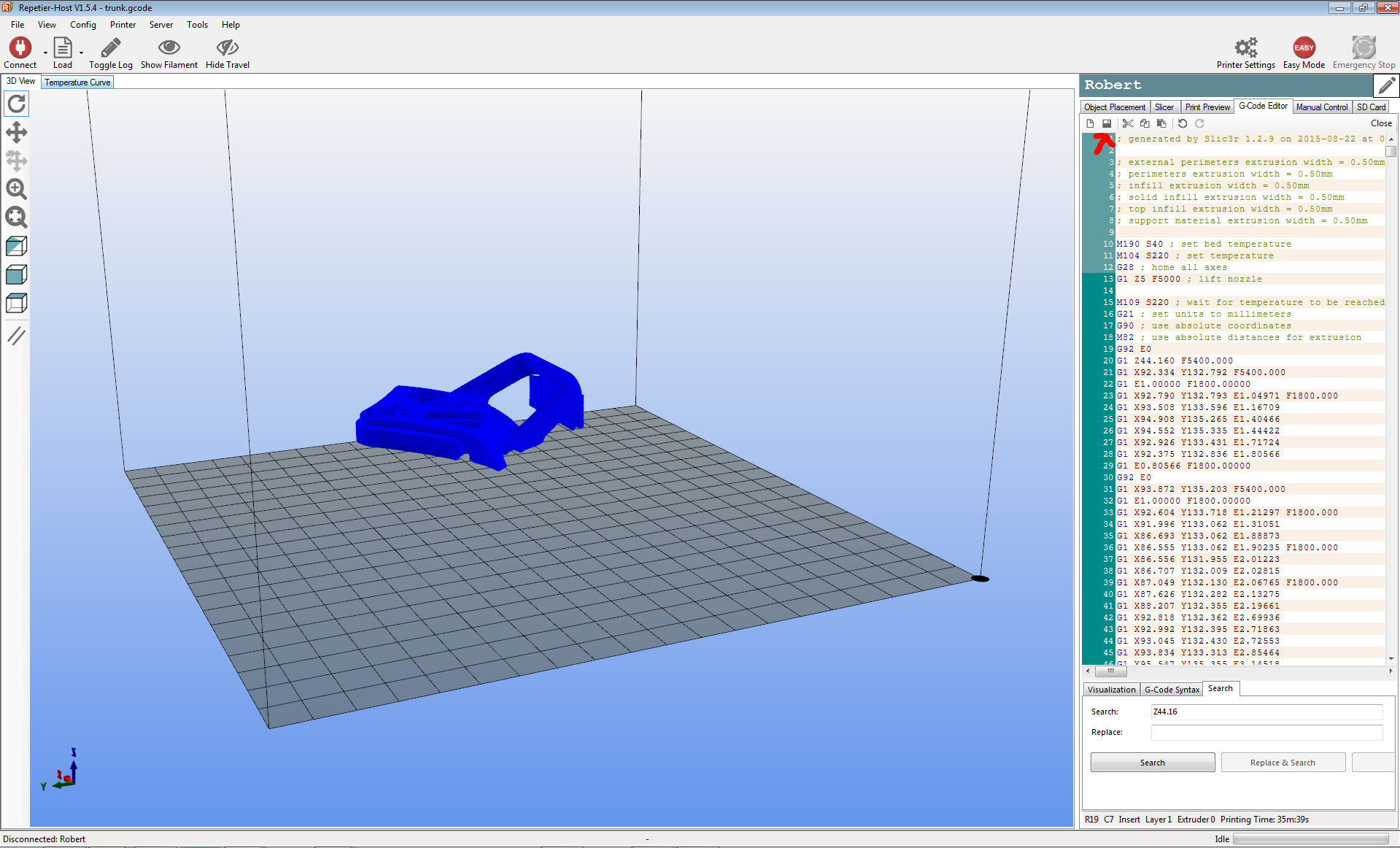
Delete the selection. You are now left with what you need to continue printing. Save it.
Step three
Start your printer with the saved Gcode file. Finish your print.
I tend to only use this for things I print for myself, nothing for clients, as there is usually a noticeable seam where the print failed. Anyway, I hope this will be of help as I keep seeing failed prints.
I started doing this a few months ago on my Makerbot when I switched to Simplify 3d and it’s has saved my sanity on a few occasions. One thing that I found on my machine that I would add… I have to edit the start-up procedure for my printer so that there is a pause between the x,y,z homing, and the Z axis moving to it’s extent. If I don put a 10 second pause in there, the carriage moves to the start position before the piece is clear of the head.
I use to cut and restart unfinished cnc jobs a lot when working as a machinist. the only difference here is having to know how to get the layer height it left off on.
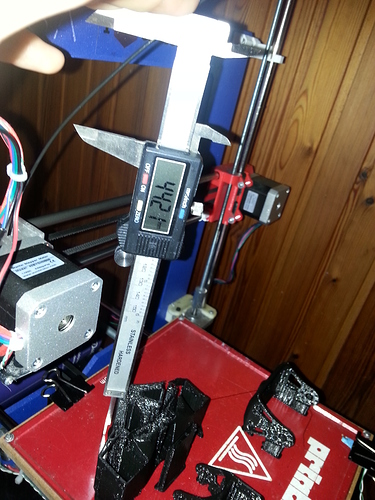
i tried this and i had a problem with one dimension being off about 1mm. i only had 5 layers left…
so results may vary. its also good to know my printers repeatability on the Y axis sucks.
I’ll have to get better switches for the endstops.