Hello good people of the world!
I am in dire need of help. I have a bq Prusa i3 Hephestos with a Diamond Hotend bowden triple extrusion on a Rumba and a heated bed, everything from reprap.me Diamond Kickstarter. Repetier (0.92.9 firmware) + slic3r combo is nice and all is good with color mixing and everything (quite satisfying results, btw) but there’s a problem i can’t seem to shake:
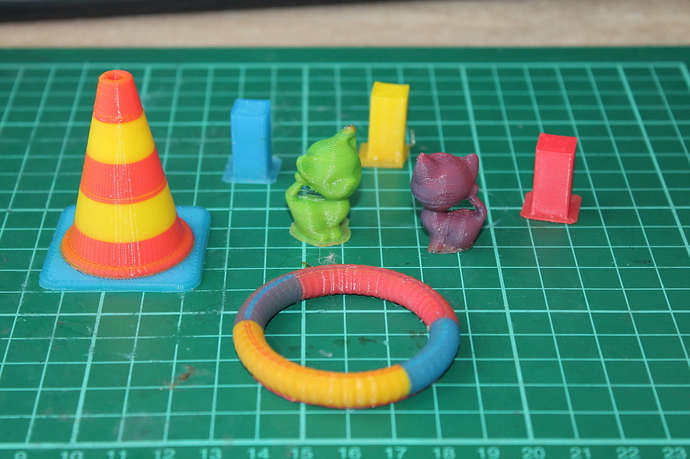
The X/Y axis motions are not smooth, and wherever there’s a vertex in the 3D model, i get a tiny, itsy bitsy small break or stutter, and thus, a little bit of extra, unwanted extrusion. This causes every vertex to be visible, and it’s especially annoying in curved surfaces, like circles but not only. Vertical spines or edges go up and down along my prints, right until the polygons are so tiny and vertices almost overlapping, that this problem appears to disappear. Small/high poly objects print nicer.
I first thought i might have a problem with perimeters (inner and outer). I haven’t been able to pinpoint the issue to some specific setting. I’ve tried various perimeter speeds, extrusion, jerk, timing values, but what i get is that straight lines get printed correctly, as opposed to curved surfaces, which get a jagged, wavy outline. I think it’s a firmware/electronics issue but i’m at my wits’ end.
Please help!
Yes, this is ringing. Are you printing too fast?
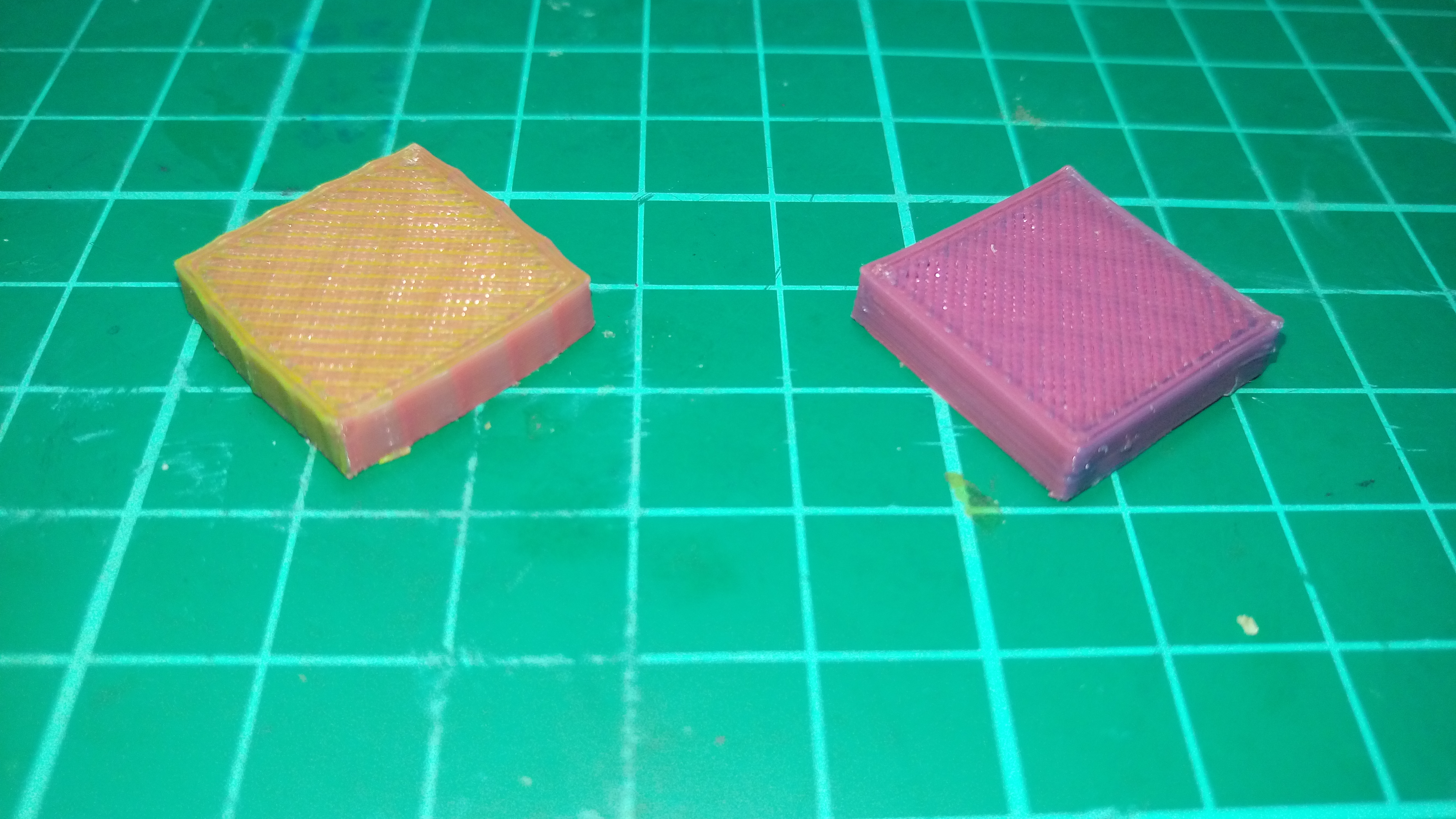
That looks like “ringing”. On the square shapes, are the ripples the same on all sides? In other words, are they the same for the x & y motions or is one axis worse? This might sound counter intuitive but you may have too much tension on the belts. This can make them vibrate like a guitar sting ever time there is a direction change. Try loosening them a little.
-Jesse
No, reducing to 50% or even 25% of normal speed print has 0 (zero) effect on reducing the ridges. Everything just moves slower.
I also don’t quite belive it’s ringing since the layers are perfectly aligned vertically, every time.
Actually i haven’t tried straight faces with multiple coplanar polygons, but i guess the slicer would probably merge them in a single g-code instruction. Long, straight lines have absolutely no ripples except at both ends, where the vertices are.
I’ve tested the theory that if you split a flat face into quads, nothing happens, but once you give the flat surface the tiniest bit of curvature, the entire thing occurs all over again. For a flat-faced cube, only the corners exhibit the weird bulges.
“layers are perfectly aligned vertically, every time.”
This is textbook ringing.
“Long, straight lines have absolutely no ripples except at both ends, where the vertices are.”
“This can make them vibrate like a guitar sting ever time there is a direction change.”
Have you adjusted the belt tension as I suggested? You made modifications which probably increased the mass being moved on at least one axis significantly. The inertia of this extra mass is most likely causing the oscillations.
Your best options are to:
1: Loosen belts or add some vibration dampening to the belt.
2: Reduce the mass
3: Add dampeners to your stepper motors
Ringing is very difficult to overcome on a belt/pulley system. The only real silver bullet is reducing the mass being moved.
Hope that helps.
-Jesse
If your “jerk” is set very low then the ringing will occur at any vertices because the machine is slightly pausing at each direction change. Very high acceleration can have this effect as well because it’s the equivalent of slamming on the breaks and gas at every direction change no matter how small. You said you were doing a lot of experimenting with these settings, which I highly encourage, but you might want to revert to default(unless you already have) and try the “tiny bit of curvature” prints again. Also, printing the flat sides parallel to each axis would be much more useful for diagnosis, as only one axis at a time would be moving.
-Jesse
Thanks for taking the time to help!
-I have tried adjusting the belts tension both ways - no effect in that regard.
-I cannot reduce the mass of the printing head - it’s a genuine Diamond Hotend with printed case and nothing added and it’s supposed to work just fine as being produced by some pro’s (reprap.me).
“The inertia of this extra mass is most likely causing the oscillations.”
^
Why would a 1 degree angle be such an important direction change that would cause inertia issues and oscillations? I have even tried 0.25 degrees angles and it’s just the same.
Thanks again!
No problem! There are many settings that can cause some kind of pause and/or jerk at any direction change. I gave a couple examples above. That’s why I think you should try default everything and see if anything changes on the 1 degree print.
One more thing, are you printing from SD or USB? Sometimes the “look ahead” or “path planning” can run out of resources when running from the SD, especially if you have things like LCDs hooked up to it. Or there could just be something wrong with those setting as well, such as the buffer being too small.
I’ve tried printing both ways (SD and USB). if i could make a vid about the damn thing i would!
It’s like Morse codes 
Instead of: ------, it’s -.-.-.-.-.-
Where - is motion and . is pause :).
I have 2 other printers (RapMan 3.2 and Micro M3D) and i have 0 issues with this, and by god, i’ve pushed my RapMan to crazy speeds.
Oh wow, if the pauses are that obvious then it’s almost certainly something with the firmware. It isn’t doing a retraction in those pauses, right? Would you want to post your firmware setting? I’m more familiar with marlin but I could take a look or someone else might see something that doesn’t look right.
You might just want to start over with fresh firmware.