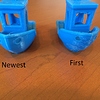
This is my first post here so i’m a little unsure of what to do. This is also my first experience with 3d printers. My workplace got a Robo3d R1+ Plus a few weeks ago and the prints have been coming out good but not great. Simple shapes work well enough but when i went to print a benchy I really saw the flaws. My first benchy printed decently with some unwanted stringing but overall wasn’t bad except the front part of the hull. The extruder seemed to be pushing the front end down while extruding which made it look terrible with odd blobs all over the front end. I just printed another one which was better but i’m not sure what else to change. The first was printed around 200-210 degrees at 50mm/s, bed at 50 degrees and 0.2mm layer height. The second was at 190 degrees at 50mm/s, bed at 50 and 0.2mm layer height. The minimum layer time is 20 seconds. I am still on the starter roll that came with the printer. Any help is appreciated. Thanks in advance. I do have more settings for the second one if needed.
Sra1
2
Hi! Thats not looking too bad, you shoulda seen my first benchy!
I don’t have the printer but have printed the benchy whilst dialing in my machine.
Photos 1,2,3,5 - these look to me to be the result of inadequate cooling. Possibly too high temp, at too fast a speed. Try lowering temps and printing at 40 mm/s. Then try 30 mm/s and observe the difference. Try printing at 0.1mm layers. Keep the fans on full the entire print. Getting it just right made it a long print for me, I printed at 0.2mm layers, and I don’t recall the speed but I do recall it took 3.5hrs to do.
Photos 4 and 6 - the funnel and the small “box” at the back should have solid walls. Yours has two walls with an air gap between them. This looks to me like one or a combination of: nozzle size, extrusion width settings, “detect thin walls” setting. Try printing a single-walled cube, 1 perimiter, no infill - then measure with venier callipers the actual width of the wall, and compare your measurement versus your extrusion width.
Tell us more about this statement, I didn’t quite understand what you meant here:
“The extruder seemed to be pushing the front end down while extruding which made it look terrible with odd blobs all over the front end.”
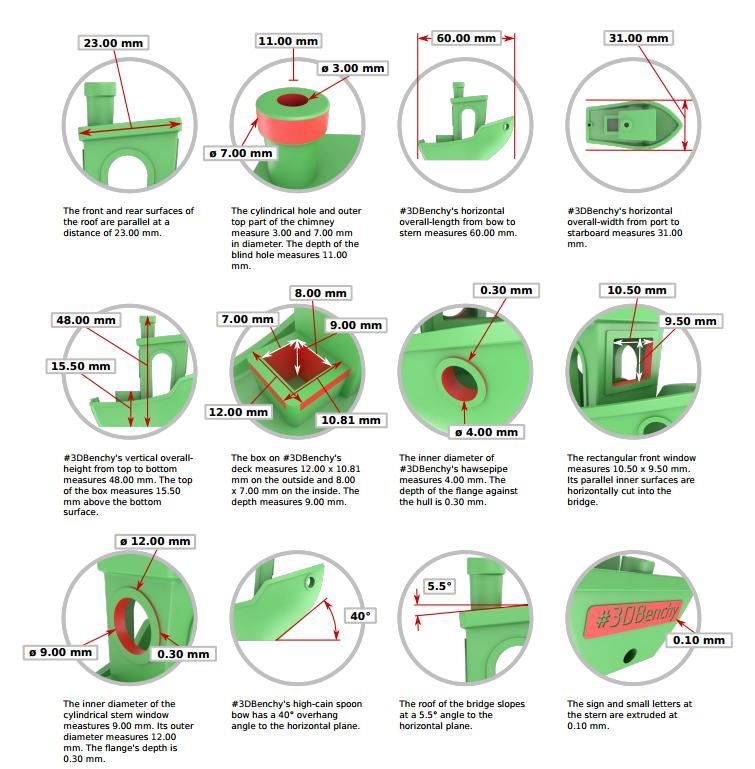
Also did you see the benchy calibration sheet? This will help confirm whats right and whats wrong.
You’re nearly there, good luck and keep us posted!
The newest actually looks pretty good! I recommend looking up Simplify3d troubleshooting guide. Its a great resource for troubleshooting various print issues. It has images to compare to to find the right problem and solution. Stringing can be due to a number of factors such as temp, cooling, speed, and retraction settings. I would use the guide to help you. Also, i added a second layer fan on my rostock so i could add equal fan on both sides and my print quality significantly improved. Good luck!
That benchy sheet is cool. I hadn’t seen it before.
What it needs is some troubleshooting tips.
1 Like
Fan . 80-90% PLA need to cool parts. Don’t print faster than 40. 195/60. Hot end/Bed.
1 Like
Extruder 195 to 200c
bed 50 to 60 c
hair spray or glue stick
slow down the print speed
to half speed
Agreed with many post Definitely look to simplify 3-D It’s worth every penny being able to control your Your print in real time is amazing and previewing the print before you start save you so much time
good luck keep me posted
1 Like
I have had the best luck so far with 0.3mm layer height. The 0.1 comes out messed up usually. One thing that helped me a lot was heating the bed and using glue stick. You may want to decrease bridging speed to improve the quality on the front of the cabin.
Many aspects of your 3DBenchy came out well.
I’ve found than thinner layer heights help, and good cooling is important.
On my printer I have plenty of insulation protecting the tip of the hotend from the PLA cooling, and there are three small blower (centrifugal) fans to quickly cool the PLA.
Here is a link to the effector design: Magnetic Effector with 3 Fans and LED Light Ring for Kossel Plus by huntley - Thingiverse
These were printed at 215C in black PLA at 60mm/sec. I think one was printed with a layer height of 0.05mm and nozzle width of 0.25mm, and the other with a layer height of 0.1mm and nozzle width of 0.3mm.
What meant by the extruder pushing down as that the where the two walls of the hull meet, the point would start lifting (maybe caused by expansion?) and the extruder would push it down as it was extruding the next layer. This caused globs to form at the point. Probably is a cooling issue.
Sra1
11
Thanks - understand perfectly, definitely cooling and first layer adhesion, solve those two problems your benchy will be near pefect
“The extruder seemed to be pushing the front end down while extruding which made it look terrible with odd blobs all over the front end.”
You might want to check the screws holding the cooling fan, stepper motor and extruder gear in place. I do not mean the cooling fan at the nozzle, I mean the cooling fan at the extruder gear. They might be loose. I’ve had loose screws there causing the entire hotend and extruder assembly to vibrate or rotate, especially at higher speeds.