I can’t figure this one out. I’ve read plenty of different suggestions and tried many, but I continue to experience warping, particularly when printing with PETG.
My setup:
- Wanhao Duplicator i3 Plus
- Nozzle: .4 mm (Micro Swiss, all-metal) @ 245° C
- Layer height: .2 mm
- Initial layer speed: < 20 mm/s
- Wanhao heated bed @ 80° C w/ hairspray put down before heating
- 1.75 mm eSUN solid black PETG
- Printing with a 40-line brim
- 0% part cooling fan
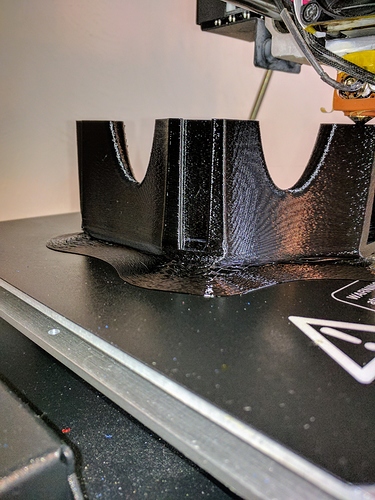
The filament lays down okay and will be fine until about an inch or so has been printed, then it’s warping. The room it’s in tends to stay around 24-25° C while printing and I don’t have any other fans blowing air around the room.
I’ve tried varying the bed temp from 50 - 83° C - it yields varying degrees of warp, but it always warps. I have a glass sheet on the way to try but I’d really like to be able to print on the “default” Wanhao surface (I don’t necessarily mind glue or hairspray). As far as I can tell, both the nozzle’s and the bed’s temps are consistent to +/- 1-2° C.
For reference, this is what I’m currently trying to print: https://www.thingiverse.com/thing:2059013
is what I’m getting. It did this on some translucent red PETG from another brand, as well.
I really want to be able to use PETG without issue but I’m at my wits’ end. Please, help! And thanks!
don’t know about petg, but I print with ABS and sometimes it warps if the printer is not inside a box. That way the print doesn’t cool down too fast.
Also, your first layer can be more flat, try to reduce the space so the first layer have better adhesion.
JoPri
3
When I print with PETG (or even any other material) I always use glass with some hairspray on it, for PET my bedtemp is at 60°C and 240°C for the hotend. I even use my cooling at 85% while my printspeed is at 50mm/s and movement at 75mm/s.
From what I can see on the picture it looks like the first layer isn’t close enough to the bed and the lines printed are not overlapping each other very well. first try to relevel your bed and put it a bit closer to the nozzle, I always use a piece of standard A4 paper to do this.
I also had a similar issue when I started to print PETG, try to set the extrusion width a bit smaller than the nozzle size. As i’m not sure what slicer you use, when using S3D you can set the extrusion width to 0,38 wile the nozzle size is at 0,4mm, this helps me to make sure the lines are properly melted in each other.
What do you mean by “first layer can be more flat” / “reduce the space?” The model is naturally rounded a bit before flattening at the bottom. The print looked like the Thingiverse model until it began to warp.
Cooling fan on PETG leads to massive warping, for me.
I level the bed at least 5 times before every print (and after letting the bed stay at target temp for ~10 minutes). Also, a sheet of paper is too thin for PETG. Some might have luck with squishing it down like PLA, but that has -always- led to a gummed-up nozzle for me.
I can try the slightly reduced extrusion width - but can you explain why that would help? I have no layer adhesion issues whatsoever and the layers are properly melted into each other based on every other print I’ve had and the print examples shown on Thingiverse, etc.
1 Like
JoPri
6
It’s only based on what I can see in your photo, to me it looked like the first layer doesn’t have good adhesion to the bed and that some of the lines are not melted into each other properly.
Always make sure the first layer has very good adhesion otherwise you get warping. No need to relevel every time, I only level my bed from time to time and once it’s set it should stay levelled most of the time. A small trick I use to make sure I have proper adhesion is to use a skirt of 3 lines and gently turn the bed up if needed (making it a bit closer to the nozzle).
Changing the extrusion width helped me to get better line overlap, if you don’t have that just leave it as it is.
just trying to help 
I mean the first layer is not as close to the bed as I think it should be, but if you think that’s not the issue it’s ok to me.
Maybe try with an enclosure? ( I use cardboard box ), if PETG melt at 240 it may be the same thing as ABS shrinking on cooling, if it cools down too fast it will warp… also if it shrinks and your first layer is not perfect, it will be pulled.
also you may want to make a few mods so you don’t have to level the bed every time. Try using a safety nut instead of the original so the bed keeps the leveling.
You don’t find that you have to adjust them relatively often due to thermal expansion?
Do you mean the lifted part of the brim? It was flat when it started but the warping pulled up parts. I’m hoping I will find the issues disappear when I try glass. We’ll see soon, I hope. Just wish I could print on the Wanhao material without a problem.
no, I even change the glass plate from print to print and I don’t have to level the bed.
Last week I printed a box 10cm * 10cm * 10cm, with 2 mm wall, without any issues ( hatchbox ABS ) bed at 90 extruder at 245.
Maybe is the material?, with cheap ABS I struggle sometimes, poor layer adhesion, warping etc…
John_77
12
Hello, I think it is the shape you try to print. The pilars beside the half round shape will shrink and pull at the bottom underneath the half round shape. Try to print the shape upside down with support material.
cobnut
13
Hi @CaptainCEF it’s not unusual to find PETG warping, it’s usually less prone to warp than ABS, but it’s still a possibility. PETG really likes an enclosed printer, but it’s possible to print with an open one, you just need to solve the problem of adhesion and that can be tricky with PETG. @Gerardo_Oliva, @JoPri with the right surface, it’s not a good idea to squish PETG onto the surface as it can bond too well, most filament manufacturers recommend a small z-lift compared to PLA or others.
I’ve successfully printed with PETG on an open machine, but I used a combination of Scotch Blue tape and Elmer’s Purple Glue or 3DLac. No problems with warp, but removing the prints does require dousing in IPA, which is a pain.
I’m now using the PrintBite bed surface and that works a treat, but it’s an enclosed machine.
In short, I’d say you need to ramp up your “stickiness” on the bed, keep the bed temp high (around 70C - 80C) and be prepared to have more work to do to release the print at the end.
tks for that knowledge!, I will remember!, not printing in PETG for the moment but maybe in the future!.
Just a couple of one questions… you said that if you print too close to the bed it can bond too well… so I guess is hard to remove it from the bed later. But then you say that your way it’s also hard to remove.
so, which way is less hard to remove?
if you print in a glass plate, doesn’t it react like ABS and sticks out when the glass is cold?
cobnut
15
@Gerardo_Oliva I once lost a glass bed to a PETG print when I printed directly onto the glass. I welded itself so well that it broke away shards of glass on removal.
The blue tape and glue stick/3DLac method is a pain to remove, but it’s easy enough to actually do and has little chance of damaging the bed.
1 Like
JoPri
16
When i first started to use PET filaments i had the same issue, the filament was welded to the bed and while removing it some shards of glass came along, yet i still print my PET filament on glass all the time, the only difference when i use PET is that I put an additional layer of 3D lac on it, since than I didn’t had any issues with the PET welding to the glass anymore.
1 Like
cobnut
17
@JoPri indeed, it’s weird isn’t it? The material is sticking too well to the glass, so we solve it by adding some glue!!
2 Likes
My own experience with PETG:
-
Smart Materials PETG (smartfil)
-
240ºC/80º, no fan for the 3 first layers, 50% onwards
-
Open Original Prusa i3 MK2S, PEI sheet on heated bed
I have NO warp at all, even hi surface pieces are really hard to release from the bed. This is a very nice and easy to print ABS substitute for me.
I print a lot of PETG. I use almost exclusively one of my MK2 printers with a PEI bed. Some tricks to help reduce over adhesion are a spray and wipe with original Windex. Also I have actually wiped the bed with the palm of my hand!
I usually try to remove the print as it is cooling somewhere around 40-50 degrees.
I don’t recall having warping issues but I also almost never use a cooling fan.
One main thing with PETG is it does not like being squished. Do your bed prep right and then almost let the extrusions just lay down onto the bed.
Once you get the hang of PETG it is so easy!