Ah!!!. I also had that problem with big parts. Don´t get crazy. The solution: print it in PLA (It won´t bend. Don´t lose your time printing big parts in ABS).
I think you can solve the problem simply by using this special ABS made by this company. This is a new solution fits precisely to avoid this kind of problems.
I used this strand ABS Special is the results are amazing.
This is the link to the company that produces this FiloAlfa special filament.
Capton tape, totally cleaned from grease. 115 deg on the bed and cover the top of the printer where possible with a sheet of paper. just use normal ABS. It is the heat (cold) there is your problem. I have printed very large ABS print this way on my UM2. Good luck.
Have you tried mixing Acetone (Nail Polish Remover) with scraps of ABS to make a glue slush. You must do it in a well ventilated area. You then use a business card to slush it onto the glass. This makes a base that will not let your part come off. I use it with every ABS print. It works better than any other thing I have tried. Enjoy…and be careful to mix in a well ventilated area. I can send you a bottle of the mix if you want. Postage and the mix for about $10.00. Let me know how it goes. rspehr@gmail.com
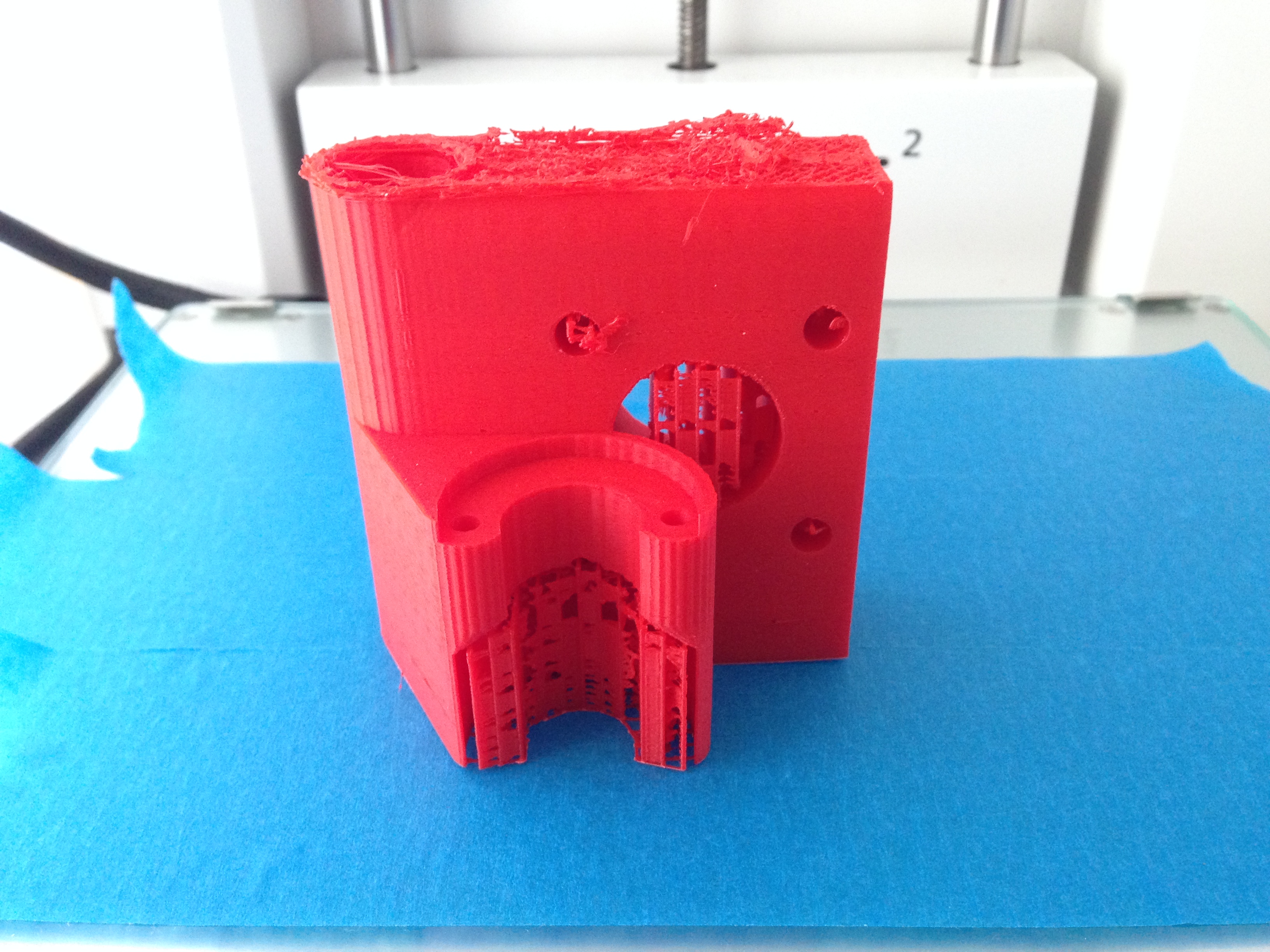
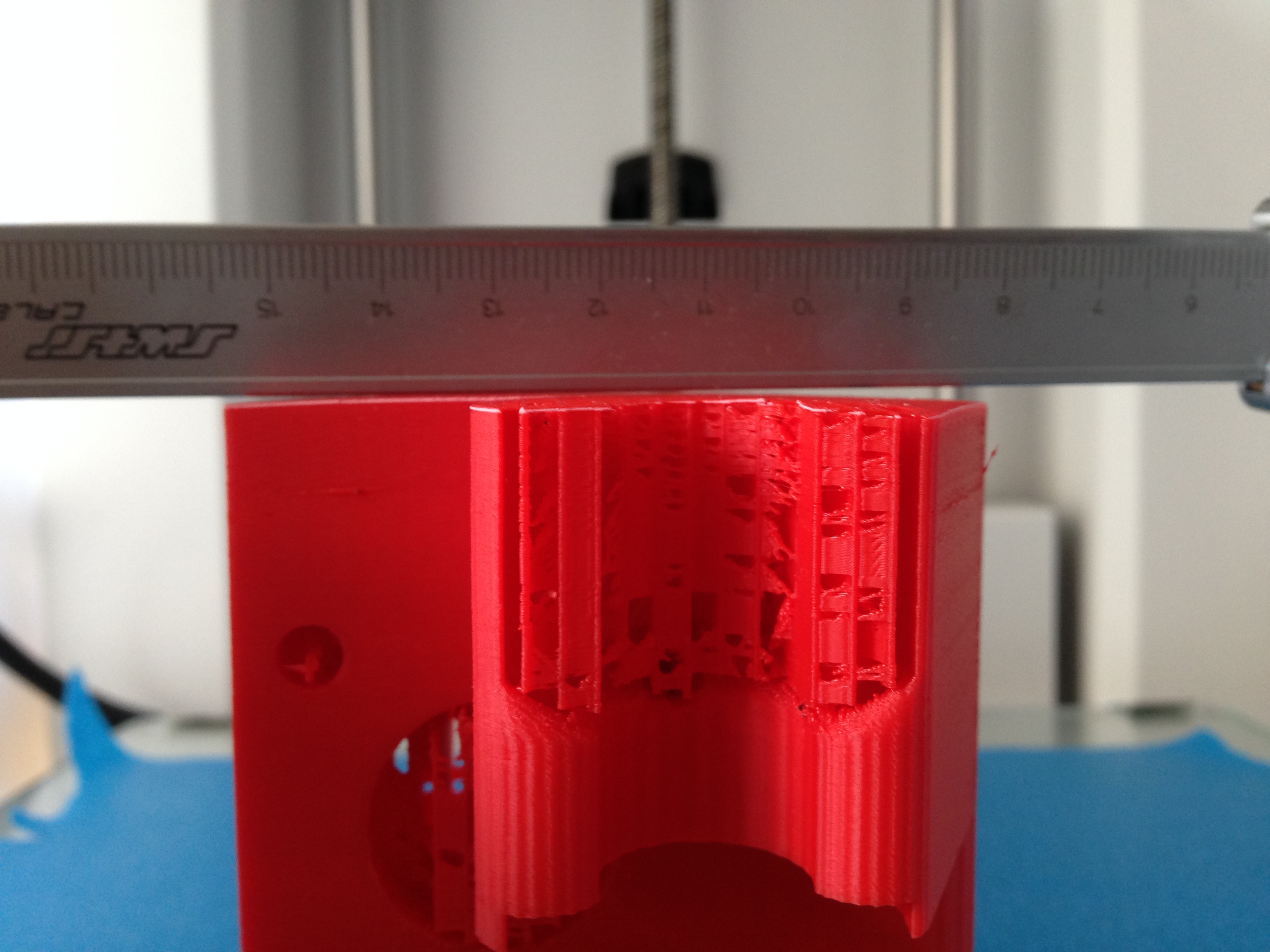
I’m using an Ultimaker 2, so 3 sides are closed. Open on the top and on one side. I tried with heated bed up to 110°C. The part is still curving on the bottom and the wall aren’t straight, specially on the bottom. That means it’s too hot on the bottom right? Do you think another position will give better results (higher contact surface with the heated bed)?
Two pictures are attached.
Sorry, not sure I can share the part because I’m printing it for a customer.
I also use an U2. Never got ABS to print properly…If it warps at the bottom, try a sheet of buildtak on the plate. I haven’t used it with ABS, but on the Makerbot with PLA its fantastic. Much much much better than blue tape or hairspray!
A second part which look quite the same does always loose from the bed, and always at about 90% of printing
Each test takes 9 hours, it’s quite difficult to understand what happens. The walls are straight by 100°C. I tried with 110°C and the wall are not straight on the bottom.
You HAVE to use kapton tape You HAVE to degrease the kapton tape You HAVE to make a front cover on your um2. You HAVE to heat the bed to 110-115 deg. You HAVE to use rafts to lift the model from the heat to prevent elephant foot print. I have made 100hours abs print this way, and always have success.
I was having terrible problems with my ABS prints. I read everywhere that fan should always be off. I tried your suggestion and it made a huge difference! Thanks.