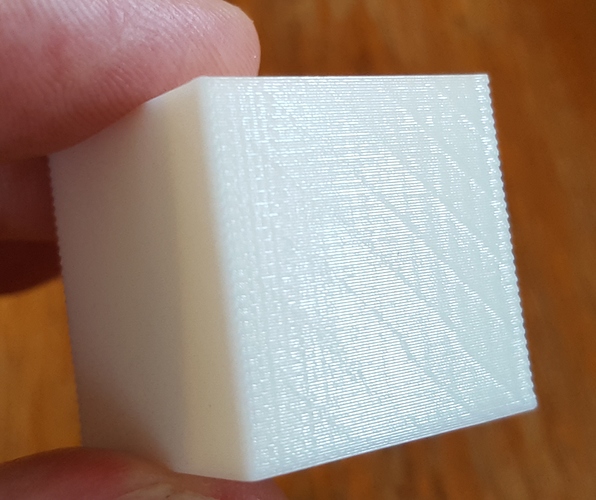
I have been trying to print this barrel, and other cylindrical items and have this bulging seam I can not get rid of. I also get a similar blobbing on the corners of a cube, see the saw-tooth effect on the edges. I’ve been told to use negative restart but it really isn’t helping much and is causing other issues also.
OK, this is first, a retraction issue, but a little more complicated than that…
When your printer pauses to go up to the next layer, a little bit of filament is oozing out during that move. It is probably happening on all your prints, but you are only noticing it where there are repetitive layers of the same shape, where the nozzle pauses at the same place on the printer before it moves the z axis.
This creates “zippering” on the corners of squares and a thin seam on cylinders.
Increasing your retraction can help, but again, since you do not notice this on non conform layers, it is probably just as good to have your slicer tell your printer to start each layer at a random place on each z axis change. (will slow down print slightly) This will drag the tiny extruder leak around the perimeter so it does not blob. Where it does blob, it will be more difficult to see, as your eye will not see a pattern.
In simplify3d, LAYER-> “use random start points for all perimeters”
Thanks for the info and I will give the random setting a try. However, on both prints I can watch (trusty magnifying glass in hand!) and it seems that the blob is at the start of the extrusion. It is like it moves into position squirts out a blob then starts to move. Unless that blob is “left-over” from the end of the last run?
On the cube I can change to using a specific start point and then it is all on one corner which does make it look better.
On cylindrical items such as this barrel I actually want the “seam” as a real barrel would have but just trying to smooth it a bit!!
I do need it to smooth out on other cylindrical parts for fit otherwise I have to clean them up!
The “zipper or saw tooth” blobs on the cube directly coincide with retractions in the preview.
Would you have a retraction setting suggestion in S3D for a FFCP or QIDI Tech-1? I am using about 1.4-1.6 and speed of 50mm/sec.
Another thought I wondered on is if extruding to hot or cold would have an effect on this or is that not really relevant?
I agree with the other assessments of increasing retraction, which you should definitely look at (as well as retraction speed). But also try adding some Z-hop which will lift the head (actually, drop the bed) during the retractions before moving. That greatly helps avoid blobbing. It doesn’t take much Z-hop, I usually run 0.2mm (or about one layer height when printing at 0.2), but you can experiment with that too.
Thanks, I’ll take a look at that. This blobbing is happening at the start of an extrusion not the end. Adding a negative restart is helping but it has side effects.
You could try a little coasting distance, maybe 0,10mm to fix that bulge. Perhaps your nozzle is a bit clogged too.
I made a poor job at installing MK10 nozzles on my printer and now they leak from the hotend; I believe it is causing the same diagonal pattern you get on that cube. It improves with lower temperatures and really low speed but I guess that pattern will remain until a consistent amount of plastic is extruded.
Thanks, I’ll look at that but best I can tell the excess material is coming at the beginning of the extrusion. I am able to see it come out so I am not sure about coasting but worth looking at. You never know!!
Coasting turns off the extruder before the end of the loop so when a new one starts there isn’t so much pressure or oozing. Wipe extruder could help too but I rarely use it. Printing outside-in helps for better surface quality although it`s not good for overhangs. Other aspects like infill overlap, shells, forcing retraction on every layer or enabling retraction for open spaces only can make a difference too. Zoom in as much as possible the S3D render and look for holes or blobs. I have been surprised many times at how many imperfections can actually be foreseen.
I get the idea on the coast. I’ll take a look at that.
On the cube the zipper effect on each corner matches exactly with the retractions shown in S3D preview.
What is odd, with the barrel, is that the seam on the inside is perfectly smooth, it’s perfect but the outside of the barrel gets the extra material. It’s like it only does It on the outer perimeter print.
Yes, that happens often. At start points options, you can choose an specific location for all loop starts and at render mode you can check the position of that Z scar. If you don’t mind having the bulge inside the barrel, just change its position.
I am setting the seam location so I get a uniform seam up the whole barrel as a real one would be but I don’t know about render mode? I couldn’t find something on that.