




Hey Guys,
I’ve written a post about my first impressions on Leapfrog HS and one of our Hubs @bgreenslade responded with some awesome tips to start with this printer ![]() He didn’t have time to share it, so I wanted to make sure that you all get a chance to read it so here it goes:
He didn’t have time to share it, so I wanted to make sure that you all get a chance to read it so here it goes:
“I got the Creatr HS myself and love it, even though there are some negative points.
My procedure to load in new filament works as following:
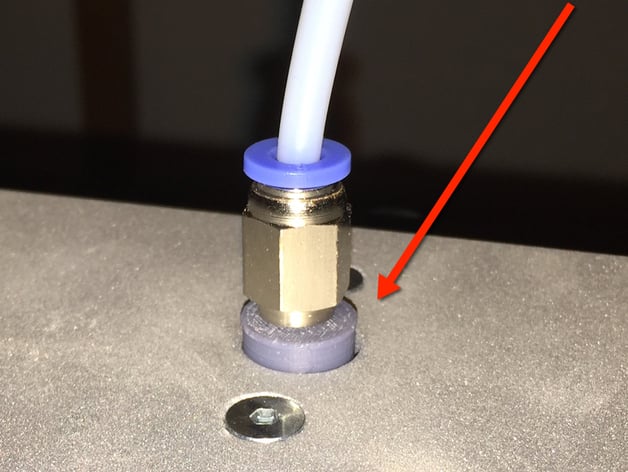
1) unscrew the tube above the extruder
2) push in the filament trough the hole as shown in picture 3
3) pull on the extruder’s spring to feed the filament through the top of the printer (make it peak out a few centimeters)
4) grab the filament that sticks out the top and pull out roughly 50cm (20”)
5) feed the filament into the disconnected tube and into the preheated hotend
6) depending on the material you can do “5)” while the printer is preparing for a printjob, that way you don’t risk, that the material melts in the tube.
“5)” is very important when you print with metal composites and PVA (i don’t recommend printing with PVA, because the chance of ruining your hotend is very high).
Make sure to have the latest firmware update, older versions have much problems with keeping the hotend temperature stable, the newest versions have improoved alot.
I preheat with a laptop connected to the printer and using Simplify3d. As I know you can’t preheat to a custom temperature in standalone mode, so the laptop is a musthave.
Allways avoid to have filaments in a heated hotend for longer times as the hotend isn’t all metal and may clogg.
Printing flexible materials like Ninjaflex IS POSSIBLE, but if you don’t do any modification to the printer you’ll have to print at 10mm/s or slower, with this modification I can print 0,1mm layers with a 0,35mm nozzle at 25mm/s (didn’t test faster speeds):
Also make sure, to have the fan shrout below the printhead made out of ABS or other heatresistant materials. Mine deformed to unusablility, because I sometimes print with 0% cooling (had to remove it and print a new one, will try to get one out of Polycarbonate or Tritan).
You can take a look at my hub, to get an overview about all materials, that I’ve printed with so far:
https://www.3dhubs.com/siegen/hubs/marius/ 8
For dual extrusion I would recommend Colofabb’s XT and normal PLA or PLA/PHA. XT doesn’t stick to PLA so you can use one material as a perfect support for the other material.
Remember to dry Nylon before printing with it. As the last tip you should highly avoid printing with brittle PLA.
First of all the thick spools by leapfrog can knot when placing them as intended, so I keep them on a metal rod in front of the printer, this doesn’t happen with the flat and wide spools, which are most common.
The tube, that connects the screw from picture 3 and the extruder has a inner diameter that’s way too large for the 1,75mm filament.
I think the inner diameter is 4mm and due to that I managed to print with PLA, which broke in that tube. Because of the large diameter I couldn’t push out the broken filament, instead i had to remove the tube couplings and fiddle the material out with a larger cable.
Even though it seems like this printer has too much problems to print properly, I still have to say, that the printquality, material variety, speed, buildvolume and failrate (when actually printing) are very good for a printer in that price range.
Lastly you shouldn’t go full speed, especially not for smaller prints, often it’s not about the printers capabilities to print at 300mm/s, but the materials can’t heat up quick enough to be printed at that speed.
I print at max. 100mm/s and for smaller objects 50mm/s (or something inbetween). You sacrifice alot of quality if you go beyond 150mm/s (at least on my printer).
Have fun with this machine, if you invest enough time it’s well worth the cost/time investment and the reliability and quality will impress you.
Good luck,
Marius Breuer
created
May '15last reply
Aug '16- 9
replies
- 2.7k
views
- 7
users
- 8
likes
- 2
links