I’m having some huge problems with my modified CTC printer. My prints run off great for a while but eventually the nozzle will clog and the print fails. However, when my nozzle isn’t clogging I am still getting weird anomalies in my prints… I am running a Prometheus V2 Hot End w/ Bowden. All of which I custom designed or printed… All my axis have been ungraded with aluminium pulleys, pillow blocks, polymer bushings, glass build plate, reinforced build plate with steel arms and a few misc mods for case stability. I have attached a picture of a failed print for you guys to look at… Right now I am stumped and it’s costing me a lot in MakerBot PLA Filament to keep troubleshooting and failing prints… Also, I am printing at 235c w/ red MakerBot PLA.
Thank You!
Note: My extruder cables etc are exposed because I am still developing and testing out the modifications.
I print pla at 200 on my CTC and it comes out great
Drop temps to normal pla levels to start with
When ever I have issues with my CTC consistently going through under extrusion patches during prints I know it’s time to replace the small white Teflon tube and print nozzle.
iv found perfect $1 replacements nozzles so I treat treat them as 100% consumables now.
I got the same unit, but a little newer one with two extruders. I have yet to get anything printed because all of the problems I am having with the bed not heating and the buttons on the front constantly sticking among a dozen other issues. Note: Mine did not include the filament tubes that guide the filament to the extruders. I was told that they were having issues with them causing the extruder to clog up a lot. My suggestion is to remove those and feed the filament directly through the whole like I did mine. It seems to flow well when I load filament.
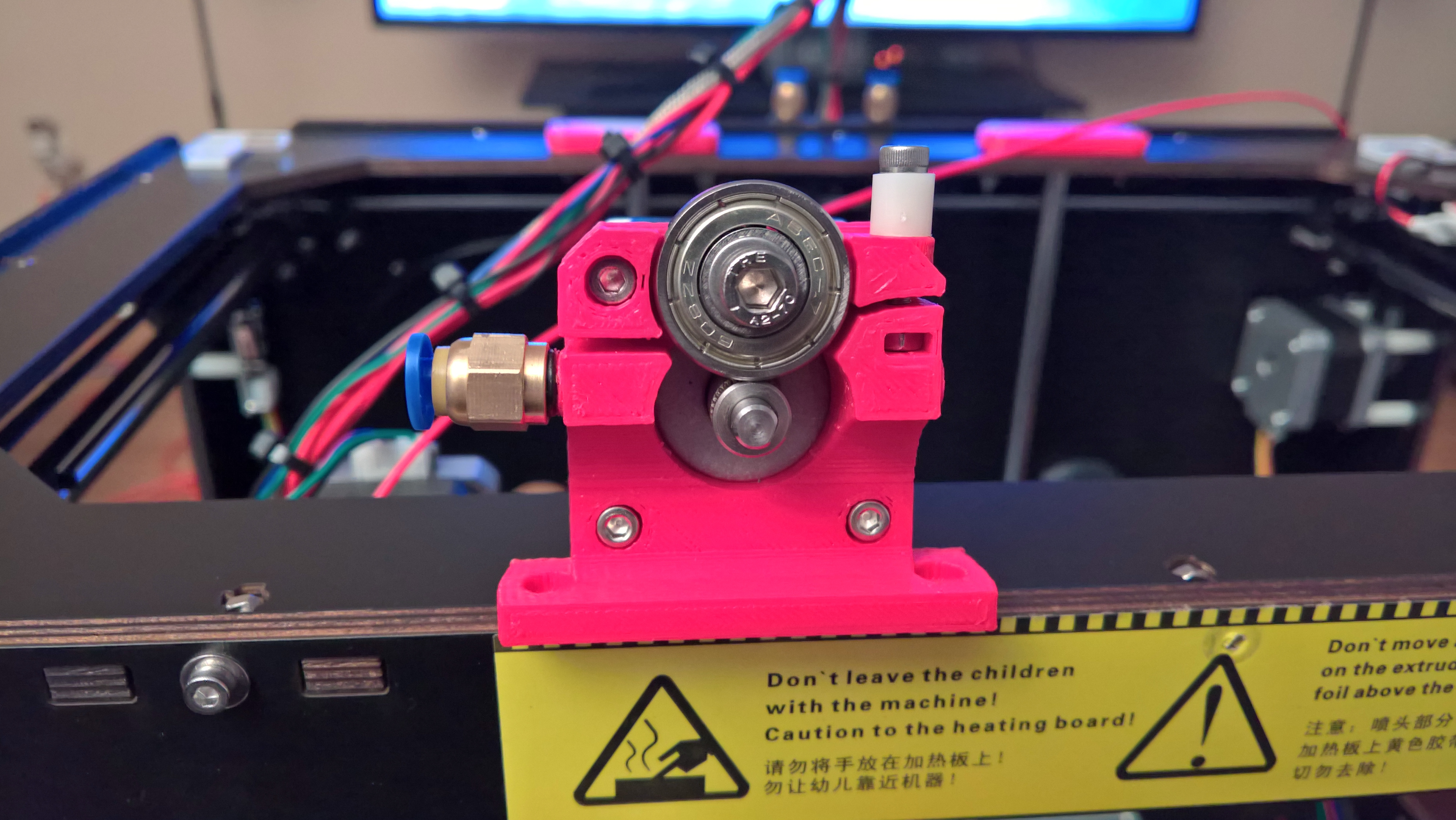
I actually got tired of unclogging the tubing and replacing them so I actually replaced the hot ends completely… I also swapped all those cheap plastic pulleys out. Take a look at my pics. Note: Some pictures are before switched to Bowden. Before I switched was using a custom direct drive j-mount bracket which I remixed.
- your nozzle size 0.4 - your layer height 0.2mm - what your slicing software is (name + version ideally) MakerBot Desktop 3.9.1.1143 - what your firmware (name and version) and 3d print controller board is It’s a stock CTC 24v MightyBoard flashed with Sailfish 7.7 - any particular reasons why you’re printing at 235 degrees I always have trouble printing with MakerBot PLA so I was experimenting. It almost always ends in a clog… Note: I’ll look for that gcode when I’m not on my mobile.
Have you achieved any really great quality prints?
'most of my upgrades have been to remove movement on the axis/vibrations
Have you managed to make the printer quieter ? That’s the next thing I want to tackle. Have you replaced the bearing? They seem to rattle around like crazy
Im actually really happy with the print quality im able to achieve at the moment
I’ve got a second CTC and noticed the plastic pulleys. My original had the aluminum ones so I’ve purchase the replacements. I want to swap them but It looks like a lot of work. did you have to open all the sides? What’s the easier way to do it.? Thank you in advance for any tips !
That all seems cool - did you see the other talk post about problems after reflashing with sailfish? Might be worth a look.
id look at the extruder tension - can you see a way to adjust? Tighten if possible, this will help reduce the need for the high temps, i think the nozzle is melting the layers around it.
Does the printer have a heated bed?
I dont have the same printer, or filament, and everybody has different settings and advice on this, but I print my Rigid Ink PLA at 65 degrees bed temp and between 200-215 degrees, at 50 mm/s on a 0.4 nozzle.
The other thing to look at is speed. Slower is generally better for quality, slower means lower temps can be used, which means less melting.
Next up, check your firmware’s acceleration and jerk settings. Youtuber Thomas Sanlader did a great job on explaining these in his video ‘tuning speeds’
It’s the hardest thing I have had to do thus far… I am not going to lie it’s a bitch. I had to pull both side panels off, remove all the rods etc, clean them and remove the flipping glue they used to keep the plastic shitty pulleys in place also taking them off is a bit of an art don’t mess up the rods in the process. I used a pair of pliers a bit of muscle to try and pull them strait off the rods without bending or gouging the rods.
After that, you just need to install and re-align all the belts etc… I took it apart another two times due to leaning prints but after some careful tweaking to get everything super smooth it now works perfectly!
Also, aside from the clogging issues my prints look significantly better compared to the original extruder setup etc that came with this printer.
Also, it’s super stealth now!!! The bushings and bearing replacements have made it beyond quiet! It’s not the same printer, I have replaced a great deal of parts or made my own replacements.
Also, you will need (Quantity:8x) GT2 Timing Pulley 17 Tooth Pulleys w/ 5mm Bore and you can get them on eBay from China in packs of 10, just make sure it has 17 Teeth… I tried a few variations without success, it would appear I need to change firmware parameters for drastic changes.
The bearings on the X-Axis pulley also go bad right away and generate a clicking sound while printing, you WILL need to replace these and it’s a pretty simple task to do, I suggest you replace them when you swap out the pulleys. These are the bearings that you will need (Quantity: 2x) 5 x 8 x 2.5mm Metal Shielded Flanged Bearings.
Well here is the thing, it will clog my nozzle then I have to back the filament out and cut the little nub that formed at the end off and that will fix it, so if it’s getting too hot you suspect that is what is creating that little thing?
Yes it has a heated, glass bead. (glass over heated bed element with z-stop adjustments)
I am pretty new to 3D printing to be honest and this is my first printer, I have been pretty much learning as I go along. I am positive that my firmware is giving me trouble but I have yet to find anyone who has done the upgrade on a CTC and managed to correct the weird little quirks it’s introduced like the head running off the build plate during the print start. I assume it’s an offset somewhere…
I have reduced my speed a great deal but I am confused about the speed variables in MakerBot Desktop it has two categories “Extrusion Speeds” and “Extruder” and under each is a setting related to speed but is it the speed of extrusion or the speed of the head movement… Which category is which… ? If that is confusing I can post photos.
I will try and run off a print at a significantly lower temp, I have yet to try something so low as I googled this filament and got a starting temp of 230…
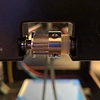
I forgot to respond to the extruder tension, yes I can adjust it via a small set screw on the side see the pic attached to this post and look at the bolt with the white spacer between it and the extruder body.
You have to loosen the nuts on the pad for the buttons and realign it manually, this will remove the tension from the case rubbing on the side causing them to stick.
I know about the missing PTFE guide tubes but that no longer applies to my printer as I tore all the stock extruder shit out and replaced it. I am now using a custom Bowden setup with a hot end that can hit temps up to 300c.
That nub on the filament will aways form. I only ever see mine when changing filaments. It shouldnt clog the nozzle, and if you push extrude in the software, at the right temp, you should see it extrude nicely. I think the super-hot nozzle is damaging the prints. Also standard thermistors are usually rated up to a limit - mines around 230 degrees. Approaching this temp could cause damage to the sensor.
Try heating up the nozzle to somewhere round the 215 mark, send Z axis to a height you can see under it, like 20 mm up, then extrude 5 mm plastic, at a reasonable speed - maybe 30 mm/s, and check whether it comes out well? Point of this test - eliminate the bed, and the layer heights, any incorrect z positioning, from the issue - prove you get nice consistent extrusion.
If you don’t, try seperating your extruder - and feed the filament manually through the hotend. That will prove your hot end and temps are good. You can also feel out the temps - try pushing filament at 180, 190, 200, 210 etc - you’ll soon get a good idea of the right temp to use for different speeds.
With any new firmware, things you need to change/set (or at least check):
- steps per mm (aka steps per unit)
- feed rates for x,y,z and e
- bed size and position
the upgrades you’ve made look awesome, keep em going!
whats that spacer thing on the extruder tensioner? Normally would be a spring or rubber tube that acts like a spring. Again try feeding by hand through the extruder, If you’re happy with the tension.
When I did my firmware upgrade I followed a guide which went over backing up the original values from the printer prior to flashing it and I did all that so I am pretty sure all my values are correct. One thing which I need help with is tuning the heating element PID as Sailfish lacks Autotune…
You did remind me of something however! I am going to poke around the firmware values and see what I can find pertaining to feed rates etc…
How do I go about telling it to extrude a certain length of material? My firmware may be a bit limited compared to come of the more fancy printers but I am working quite hard to make a printer that can hold a candle to a high end one I believe it’s just a matter of time.
So after many trial and error sessions with MakerBot Desktop I decided to purchase Simplify3D which after applying some of the data you provided along with “lowering” my extrusion multiplayer I was actually able to print without clogging!
Using temp of 212c
I am still having a few minor issues however, as evident in the new pictures I attached below. Got any ideas? ( little holes on top minor bulge around waist and just minor little air hole looking spots )