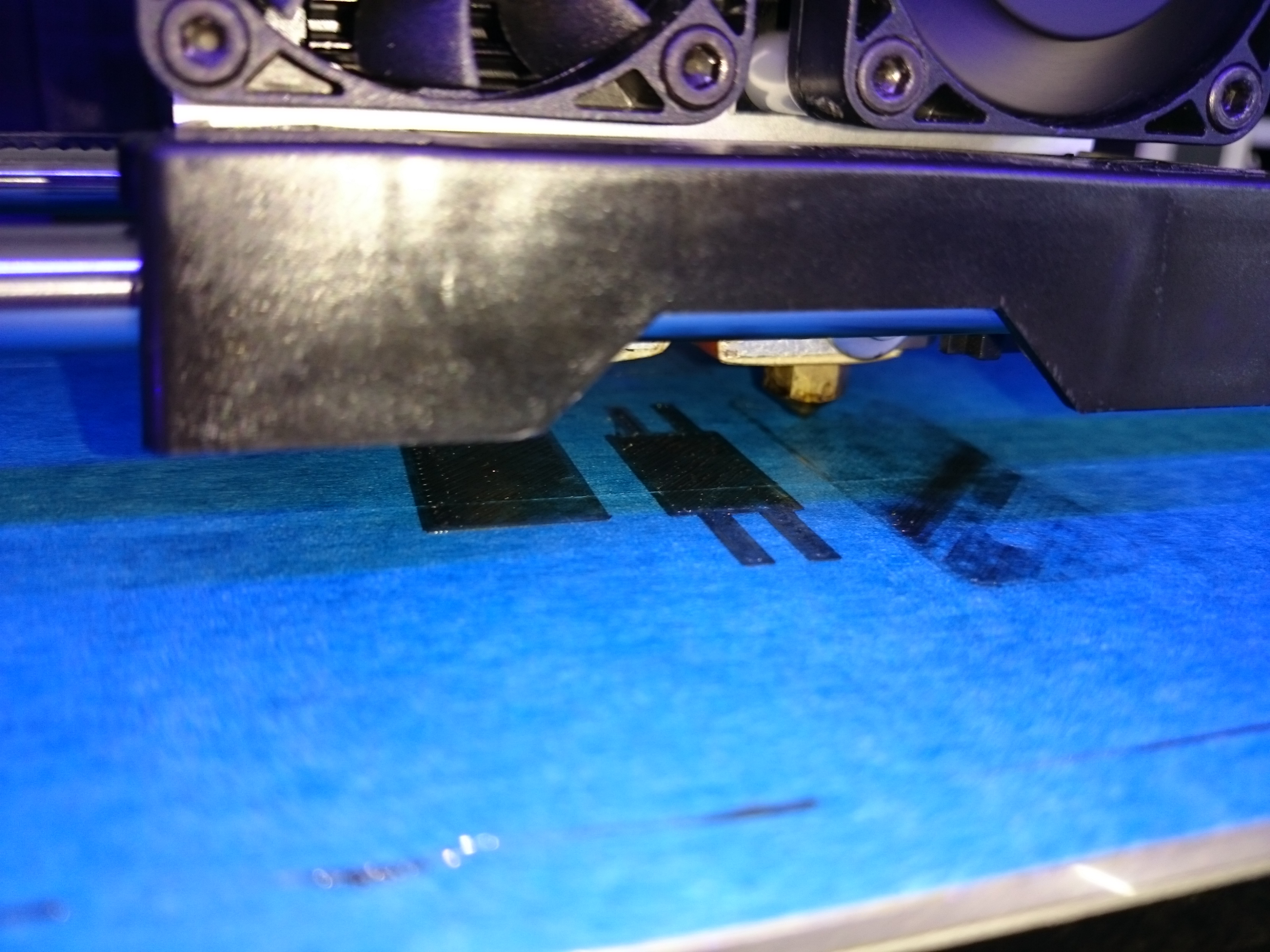
My prints generally turn out O.K but I always have a problem with the 1st layer. As you can see in the pick some of the objects 1st layers are fine and other barely print at all. There doesn’t seem to be a pattern to this either. If I print just a single object part of the 1st layer will be fine in some places and in other’s will be very thin.
I am using Simplify 3D to slice and the settings I have for my PLA are:
Yes the extruder motor does click but not sure if it’s when it’s missing the parts of the first layer. The motor clicks but not constantly during the whole print.
Are you printing onto the aluminium build plate? If so check its not warped and making high spots causing the nozzle to be to close to the bed causing the pla not to extrude
If the extruder is clicking on the one with the thin first layer then the nozzle is too close to the bed which was my first thought.
Without changing anything move all the prints to the left about the distance of one item so the thin print is in another area and see what happens. This could help to determine if the bed is warped or out of level going to the right.
The bed looks like it has warped in that video but it could just be the camera angle. I’d put a straight edge along the build plate see if it has warped.
If you get the thin first layer but no clicks then you are probably ok, maybe a little thin for .16 but let it keep going and see how it progresses on that print. I know when I print at .1 or .08 the first layer looks bad but even on glass there are irregularities and once past the first layer it prints fine.
I would say that your buildplate isnt in level or your frame is skewed. The parts on the right side is printed with the nozzle way to close to the bed, and the part on the left side looks pretty ok, maybe with the nozzle a bit high for the first layer.
Do you have feeler gauges so you can measure the nozzle height on all four corners of the buildplate?
On your video it looks like a nozzle height issue, you can hear that the nozzle touches the plastic when it prints. Especially on the right side part.
Get a set of feeler gauges. Home the Z axis, then go +.100mm and move the carriage around the build plate with manual controls and measure the gap to see if it is consistent. If it isn’t, your plate is not flat/level.
I should be getting a set square today and some feeler gauges so I will check it out and get back to you. I have had this problem for a while and would love to get this thing set and fine-tuned so I can start getting better prints.
I will get back to you later today when I have tested the build plate and the distances.
Higher temps didn;t make any difference and the clicking is still there. However, the prints come out better than before thanks to the help in getting the bed level etc.
Now to start a new thread about temperature problems.