
If you get the thin first layer but no clicks then you are probably ok, maybe a little thin for .16 but let it keep going and see how it progresses on that print. I know when I print at .1 or .08 the first layer looks bad but even on glass there are irregularities and once past the first layer it prints fine.
Skip to main content
I would say that your buildplate isnt in level or your frame is skewed. The parts on the right side is printed with the nozzle way to close to the bed, and the part on the left side looks pretty ok, maybe with the nozzle a bit high for the first layer.
Do you have feeler gauges so you can measure the nozzle height on all four corners of the buildplate?
On your video it looks like a nozzle height issue, you can hear that the nozzle touches the plastic when it prints. Especially on the right side part.
Get a set of feeler gauges. Home the Z axis, then go +.100mm and move the carriage around the build plate with manual controls and measure the gap to see if it is consistent. If it isn’t, your plate is not flat/level.
I should be getting a set square today and some feeler gauges so I will check it out and get back to you. I have had this problem for a while and would love to get this thing set and fine-tuned so I can start getting better prints.
I will get back to you later today when I have tested the build plate and the distances.
I got my dad’s set square and his feeler gauges today (So glad he didn’t bin them when he retired) I checked my build plate and it’s not warped so first part all good. I then ran the level build plate several times and used the .10 on the feeler gauge, then I did as you said moved the hot end about and checked and it was all the same gap.
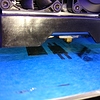
Next, I heated up the hot end and build plate and ran the level build plate again and all was fine. I have ran the same print again and stopped it at the first layer as you can see in the pic it’s a lot better.
The only issue is I still get the click and it sounds like it’s coming from the newly printed guide I did. The gap you see in the pic is when I pressed the spring arm too far in and stopped it extruding mid print. However when I put pressure on the spring arm the clicking stops, even just the smallest amount pressure on the spring arm stops the click. However, with the clicking, it still seems to put the first layer down better than before.

When you put that ‘smallest amount of pressure on the spring arm’, are you compressing the spring, or extending it? If you are compressing the spring, that means you are putting less pressure on the filament and on the stepper motor. It could mean you need to increase your temp to allow the filament to flow easier. If you are extending it, it could mean you need more tension on the spring, so put a thin piece of cardboard or something under the spring to give more tension.
I am putting pressure on the spring to compress it. I will try tomorrow with higher temps and let you know how I get on. I am also going to test just loading the filament and letting it extrude into thin air as well.
Higher temps didn;t make any difference and the clicking is still there. However, the prints come out better than before thanks to the help in getting the bed level etc.
Now to start a new thread about temperature problems.