Hii There,
I tried to make a little card with a code of mine (it’s a tracking number thing for a game, nothing special).
However, as you can see in the scan I made (I just slapped it under my old flatbed scanner), the quality is just horrible.
Mainly around the parts where it has to work with “blank” space, the numbers and letters are pretty fine and quite strong.
When I pinch the print between my fingers on the “blank” space, I can hear and feel it crumble when I apply a small pressure.
I didn’t make a scan of it, but the first layer lines are very thin as well.
Now, of course, I want to improve it and I’m curious what causes it, and, obviously, how to fix it.
My printer is a Velleman Vertex3D K8400 (with only 1 extruder head and no heated bed).
I’m using Slic3r with the following settings:
- Print Settings:
- Layer Height: 0.15mm
- Perimeters: 3
- Solid Layers:
- Infill Density: 70%
- Fill Pattern: Rectilinear
- Top/bottom fill pattern: Rectilinear
- Speed:
- Perimeters: 0 (Auto)
- Infill: 0 (Auto)
- Travel: 130mm/s
- Filament Settings:
- Diameter: 1.75mm
- Extrusion Multiplier: 1 (I’ve heard that increasing this might cause more trouble?)
- Temperature:
- First Layer: 210
- Other Layers: 200
I hope somebody will be able to help me out with it 
Cheers
It looks like over extruding but kind of hard to tell. I might reduce the extrudsion multiplier to .95 and see. I would go back to a .2 layer height to start with, easier to get things dialed in. Also I would look at setting the speeds rather than auto. Maybe start at 35mm/sec for overall then do your top and bottom and perimeters slower. Once you start to get consistency you can start to ramp the speeds up.
Temps seem ok but might be a little high.
I’ll see if that will help 
How would over-extruding cause this by the way? just asking out of curiousity
That crunching is one of two things, or both. If you do not get good melting between each layer, you will find you can just pull the layers apart. This would mean you need to increase extrusion multiplier, or mess with your temps.
More likely, your infill is wispy. That is why you are able to crush the print, and that the top is collapsing. I see you have infill set at 70%, so it is my guess you are printing too fast, with too low a temp, or something mechanical. The sound you describe is just “not good infill”.
----------
If you could take a picture with your phone, so we can see it better, we could help further. There are also many other things wrong with that print.
If you have access to the printer all the time, then start with small 100% infill 10mm cubes as you adjust. Watch it closely as it prints, and try to connect the dots with what you see and what the printer and the slicer software is trying to do.
------------
Also, if you could pull the print apart, and take pictures of that as well, that would help us further…
Yes! Good advice. Print at larger layer heights until you get good! Even .23!
Also, is this a new problem? I see you’ve been on TALK before. Have you been getting good prints before? Did you change something?
I have gotten 1 good print, but I think that was just luck as the next print (same G-Code and stuff) went wrong again.
I’ll go make a simple cube and print it out with your advice and the advice by wirlybird
I’ll report back after I’m done 
Reporting in:
After looking at the printing, I noticed that the lines were really thin (making me think that it doesn’t lay down the filament nicely, but rather just hopes gravity pulls it down enough.
Gonna try to level my bed again tonight (girlfriend wants attention now lol).
Reporting in again asap
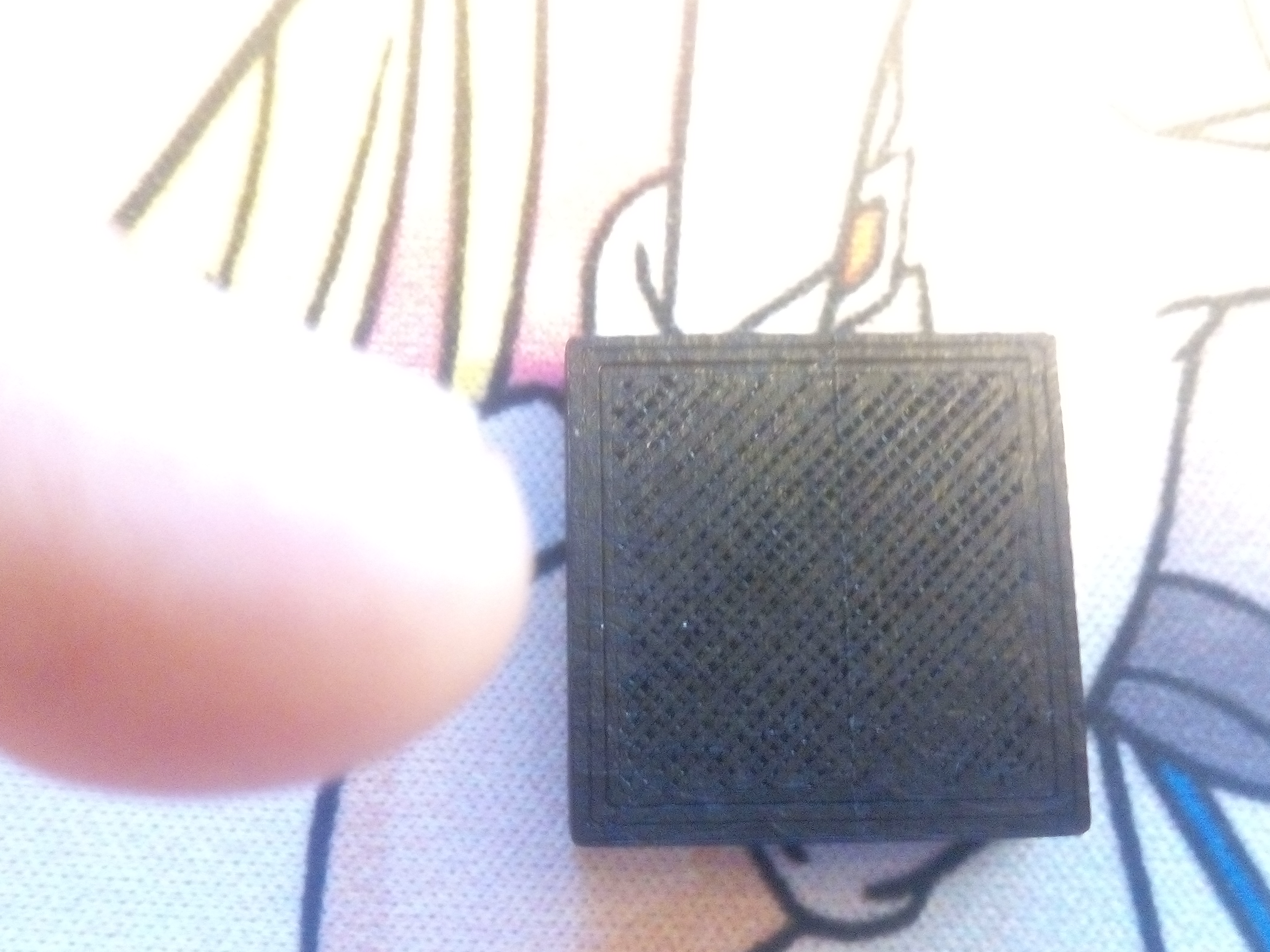
I didn’t have the time to level it, but I made this little print (see pictures below?).
I’m sorry about my camera, it’s horrible (wouldn’t expect more from a 160 Euro phone lol)
I made this little “thing” by making a 20mmx20mmx20mm cube and then stopping the print at about 25%.
The infill density was 100%, and the speeds were all 35mm (except the “Travel”)
Layer Hight was actually 0.1mm.
The “wall” (perimeters?) where heck a clean and strong, just the center/infill was rubbish.
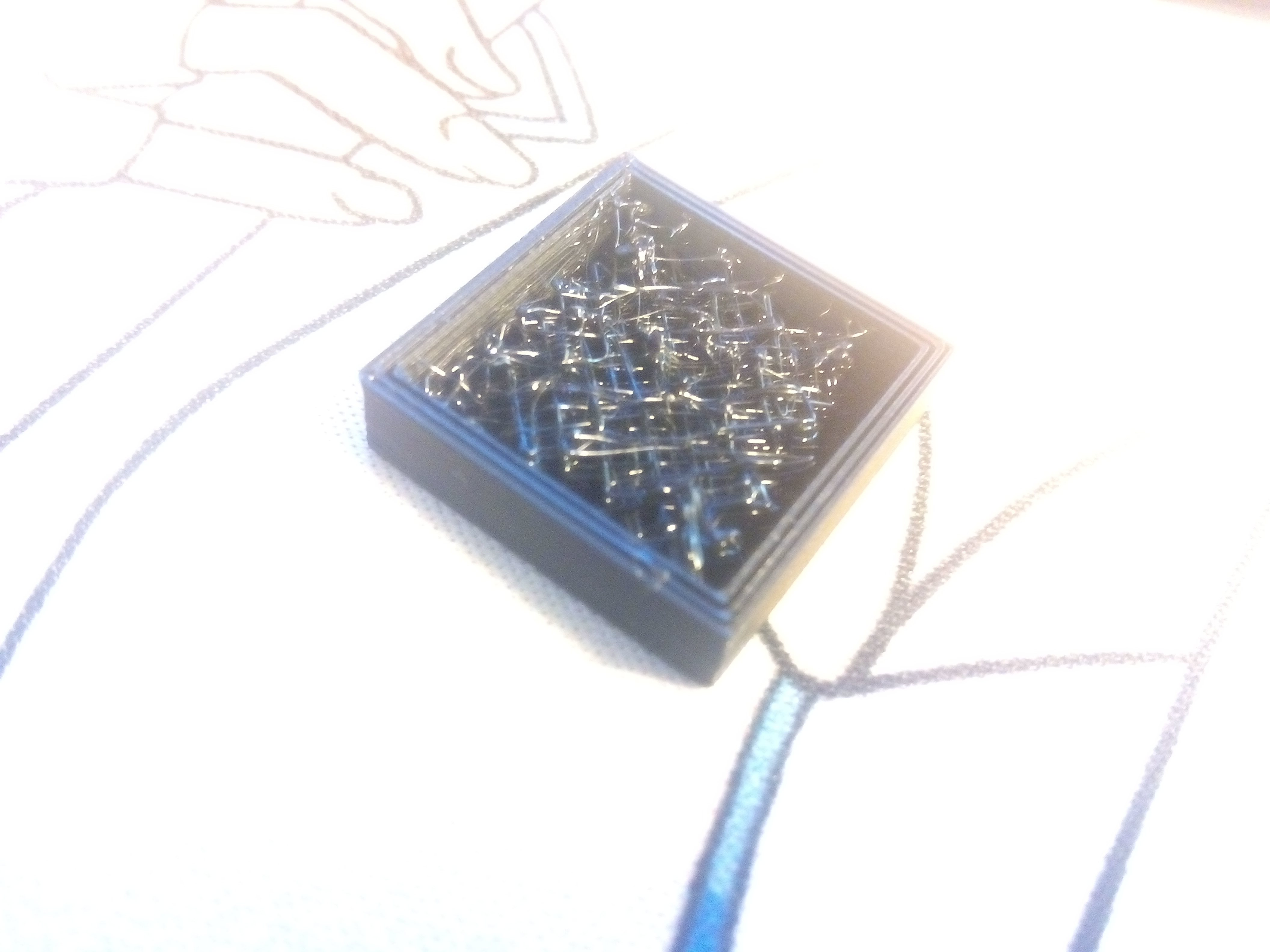
I pulled the thing apart and this is what I found as well:
the 3 perimeter layers were strong and as clean as expected.
The 3 bottom layers were strong enough, and almost as clean as expected (could be better, but not a big deal)
I hope I could provide you with enough information right now
Just as I thought, wispy infill. Decrease your speed for infill, lower temp, not sure what the auto setting for speed is doing. But you are definitely printing faster than your extruder can push infill out!
ALSO : Print at larger layer heights until you get good! Even .23!
I lowered the temperature to 190celsuis (200 for the first layer) and set the infill speeds to a turtling 10mm/s (just to see what would happen.
Still same results :\
might it be an issue with the PLA I have?
I got my PLA from this manufacturer:
https://www.germanreprap.com/produkte/filament/
I doubt it. I could see crappy pla causing some issues, but this is simply your extruder not extruding.
Go the other direction with temp, see what happens.
Your gear is slipping, your extruder is clogging, your settings are way off, SOMETHING is happening that is keeping your prints from working.
Sorry for the late response, on my weekends I’m often the property of my girlfriend during the weekends haha.
Anyways, I’m downloading the Repetier from Velleman (the one preconfigured for the K8400) to see if that will help me further (I don’t really care about the software, as long as it works).
I’ll report back after I had the time to print (it’s past 2200 right now, so I’m not allowed to print T_T)
I’ve been playing around with it all for the past few days, and unfortunately, the results are mixed…
I managed to get off 1 “decent” print, then after printing the same thing again (same Gcode and stuff), it all went downhill again.
I even changed out the PLA with ones I had on my work (from German RepRap to ColorFabb to InnoFil3D).
Still, no success.
I’ve decided to put the thing away for a while so I can focus on other things for a while (I might get a solution later on?).
Thanks for the help anyways