Hi all,
I am printing an order for a customer. But I am having really big underextrusion problems, i don’t what the problem is. I cleaned the head, printing correct temp etc.
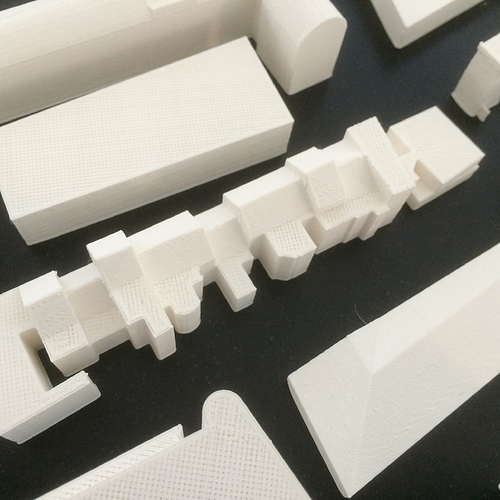
Also the lines are not touching each other, so there are a lot of holes in the print. I added some pictures.
Can someone help me please?
Thanks in advance
Matthias
2 Likes
MB3D
2
Hi Matthias,
depending on your slicer you will have a feature called “extrusion multiplier” (for Simplify3d), this is usually set to 1,00 aka 100%. If you scale it up, for example to 110% or 1,1 the slicer will modify the g-code, so that there’s allways 110% extrusion of what should work. Also check your nozzle diameter (in the slicer).
If you have a 0,4mm nozzle the effective diameter should be around 0,45mm, due to gravity the lines will get wider than the nozzle diameter.
Also you can loosed the pressure on the drive gear a little bit. If the filament gets pressed onto the drive gear too much, it will roll on it with a smaller radius. Additionally check your filament diameter, are you using 3,00mm or 2,85mm and measure the filament with a caliper to be spot on. Make sure, to put that measured value in the slicer.
Measure the filament at three spots and put the average in the slicer software.
Watch this video to calibrate the extruder:
Good luck with your order,
Marius Breuer
2 Likes
Hi Matthias,
I think you are missing the top (and maybe bottom) faces. you should find in CURA an option to force these faces.
Hope this helps,
wat temp are you using?
can you show a picture from the side?
can you also list the following:
total amount of running hours on the printer
firmware used
how many printing hours since the last time you replaced the teflon insulator
what is the material you are using to print
what are the temperatures you are using
I have had the same problems with 1 of my 2 Ultimaker 2s
Firstly I would try using the move material option to manually extrude some filament, let it hang onto the nozzle until it cools and try and measure with a caliber the diameter of the extruded material, it should be 0.4mm.
I fixed the problem by increase infill to 20 or greater percent, slowing down, using 100micron layer height, increase temperature abit, increase material flow (changeable during print) by a few percent, adjusting extruder gear tension and last but not least apply a small amount of a high smoke oil like rice brain oil to the filament (PLA only) with a cloth.
1 Like
n00kie
6
Hi Matthias,
Sorry to hear about your issues.
First of all- is there a reason of such a weird amount of infill? it looks like something 80%. You rather then go with 100%. Normally I never print more than 25%.
Now about your under extrusion- you are either printing too fast or too low temp. I normally print at 50mm/s, which is approx 2.0mm^3 per second.
Otherwise you can get smarter by reading this thread:
Good luck.
BR/
Vadim.
1 Like
This ( under extrusion) is a common UM2 problem. There is not enough torque in the motor to overcome a combination of effects. You need to work on all of them.
1) If you used the ‘atomic method’ to clean the head you sometimes need to do it many times before its actually unblocked. Does the filament curl when you try to extrude - this is an indication you have some dirt in the nozzle still - it should fall straight down if the nozzle is clear.
2) Does the extruder drive ‘click’ - this indicates the extruder drive cannot overcome the friction in the bowden system ( assuming the nozzle temperature is ok - set it higher than you would normally by say 10 degrees and try again ).
3) When you get a blockage you can also get a thin hairlike, and hardly visible, strip of filament material all the way down the Bowden tube, sometimes more than one. These can be created when the material is retracted. You need to clean the tube as they increase the friction.
3) the feed has the best chance if you feed the filament from below - in a straight line - we put our spool holder on the floor and run it through guides so that it enters the extruder in as straight a line as possible.
1 Like
Hi,
I’ve had this problem too with my UM2 and I can tell it wasn’t a hardware problem. The same .gcode file printed perfectly when I tried later… As weird as it sounds, but do try to powercycle your printer. Also if it still persists, slightly changing the layer height might help too. I suppose it is a combination slicer and/or firmware problems.
if need be reslice using meshmixer on the corresponding layer height.
I can confirm this, I rarely use more then 25 % infill either
themba
11
Have you printed with this filament before? You could check if the filament is not slipping away in the extruder…
Thank you all for the answers , I’ll run the calibration test etc. Hope the problem will resolve quick. Thanks for the lots of answers!
Happy Printing
Matthias
you can see the infill beneath the top layer. Did you chance the nozzle size in the slicer?
So, I did this calibration test from the video.
As expected the extruder is not extruding enough filament. I calculated the steps/unit for the extruder and wanted to update marlin by sending a M92E300 gcode command. But this is not working, I’m using pronterface for communication with my printer. All the other commands and instructions seem to work. But after sending M92-commands pronterface stops sending other comments. Do you know something about this?
Thanks
Matthias
Two other things you could look at doing is
1) replace the Teflon tube. Teflon tube is the first thing that wears out in the head, and if it is deformed slightly could cause obstruction of the filament pushing through
2) check that the fan shroud is not bent out of shape see attached image. The fan “flaps” should be pointed to the tip of the nozzle. I know this seems odd but yes historically if the fan shroud is not properly orientated, it does effect the performance of the head