Hey guys,
You helped me figure out my last issue, so hopefully you can help me with this one. I’m using a robo r1 plus with simply3d, my issue is when I print something with supports the first layer after the support is crappy. I’ve been playing with settings on the support side but have had no luck. here are the support settings I have.
Support infill: 30
Extra inflation distance: 1mm
support base layers 0
combine support every 1 layer
dense support layers 4
dense fill: 90%
support pillar resolution 1mm
horizontal offset from part: .30mm
upper and lower vertical seperation layer 1
Any help would be appreciated!
Can’t really see what your trying to print but Have you tried increasing the mount of top solid layers? This can be found in the Layers tab in S3D
The part you see is actually the bottom layer, the part I just made up real fast to show what issue im having. All it is, is a L shaped so I can use supports to show. The first layer after the supports is the issue.
Well if it’s just an L shape why don’t you print it flat on the side without supports!!!
1 Like
I said I printed it like that just to show the issue I’m having… it was a fast print so I figured i’d print it and show the issue I’m having with the first layer after the supports. It’s like that with every print I do.
then upload a picture with at least some of the supports left on the print to let us see what your supports look like.
1 Like
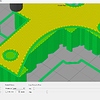
here’s what the supports look like on simplify
I see inconsistent extrusion in both your model and even worse in your supports.
But before fixing the extrusion issue try to fix your supports roof pattern that is perpendicular to the bottom layer pattern of the model and even worse there are gaps between those lines. You should at least make the supports roof pattern parallel to the bottom layer pattern of the model and add more overlapping to the support and model extrusions, that way you get more flat surfaces.
For the extrusion issue, what are your retraction settings? and extrusion settings?
1 Like
retraction settings;
Retraction distance: 1.50mm
extra restart distance 0
retraction vertical lift 0
retraction speed 1800mm/min
extrusion;
extrusion multiplier: .92
extrusion width: .40mm
everything I have is pretty much from factory settings for that. only thing i really modified was multiplier, support settings, and -z axis settings cause it was off from the start.
I’m new to 3d printing and it seems like each slicer has their own issues. matter control with robo was awful, cura does not work right, and simplify is the best I’ve found so far minus the support settings.
Are you able to change the orientation of the supports from perpendicular to parallel in simplify3d? I don’t see a setting to do that.i think that would help the print out a lot better. I changed my dense supports to 10 rather than 4 now.
Which version of Simplify3D are you using?
1 Like
Here you can see the roof layer of supports have the same pattern and angle like the first layer of the model.
2 Likes
I’m using the most up to date version, I wasn’t sure what that box was for, I’ll try that and post my results!
same issue, I got the orientation right this time. but still a rough first layer.
That’s obviously extrusion problem. can you print just one layer 0.3mm 10x10cm without any holes/gaps in it?
1 Like
here’s what you asked for.