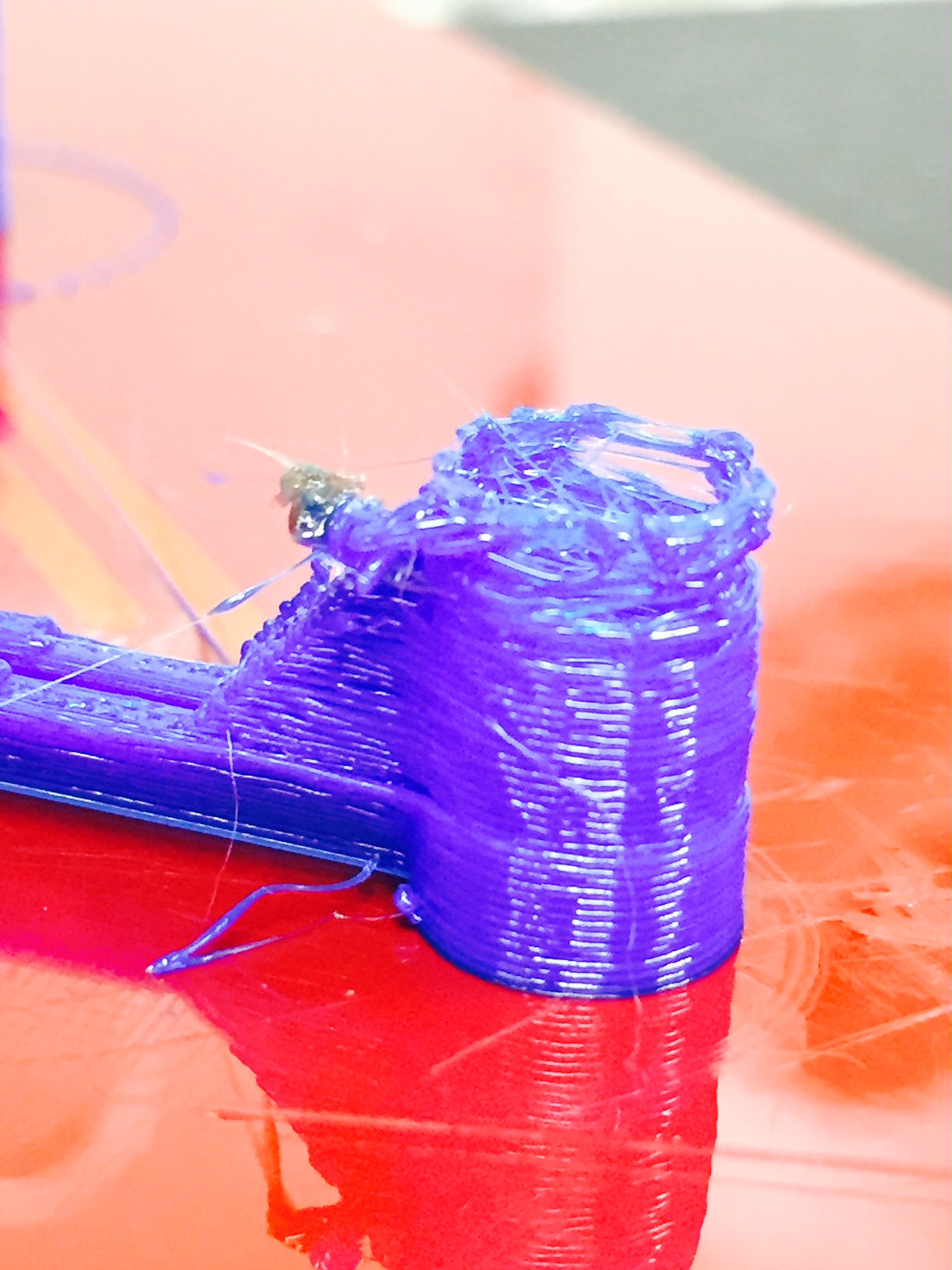
I have had my Printrbot simple metal a year now and it has worked very well for that time. Until recently I was able to hit print and come back when the print job was done and the finished product was on the bed with no issues. Now I am having extrusion issues. I think it may be due to the PEEK or teflon insert wearing on the original Ubis hotend. It may also be a hardware/software issue with acceleration, PID or speed settings on my printer. I am slicing with Cura 15.04. I have a new 1kg spool of blue Hatchbox filament, which I have had great success with in the past, that I am trying to print with currently. The test part is a hubsan x4 chassis (http://www.thingiverse.com/thing:681232 3) that is modified slightly to try and get better prints. The modifications were just to remove some of the hole in the motor enclosures. I should be able to print the part without modification though. My thought is that the hotend is worn out. If anyone has had similar issues and can shred some light on how to maybe fix this it would be much appreciated.
I had a similar issue. I think it got blocked somewhere… After trying to clean it twice (which worked for a while and then started having issues again) I bought a E3D lite. It’s almost a direct replacement (you have to do the connection and power the extra fan). I’m really pleased with the result and they are much cheaper than the ubis (at least in Europe they are, not sure about the states)
I had same issues on my new PrintrBot Simple Metal, I’m setting Hotend at 110 degrees and then unscrew the 0.4mm tip then clean up Ubis Teflon body. And resolved issue. for your reference. Thx
One of the more common problems with the printrbots that I encountered was the stepper motor for the extruder giving problems instead of the UBIS hotend. I had similar problems in the past, but those were caused by the stepper motor (overheating, a little loctite creates wonders after a year to create some more tension on the hobbed bolt, playing around with the bolt tension).
I just started running into the same thing only with the ubis all metal hotend. I think it might do with the humidity but I’ll try cleaning the hotend and maybe replace the nozzle to see if that does the trick. If all else fails I’ll pick up the E3D V6
Here was my problem. It ended up being the hot end. No idea if it was debris, swelling in the melting area or a thermistor issue. Sometimes it would just go a way, only to come back 1 or 2 prints later. I changed out the hot end and it was a night and day difference. I print like I did when it was new again. I haven’t messed with the bad hot end yet to determine exactly what it was.
I took my hot end apart last night to clean it, and when after i re assembled it, i ran a test print and i had similar issues to what you had. Normally i walk away and come back to a finished print. Instead i came back just before the print should have been finished and the printer was printing nothing in mid air. the filament stopped flowing after about 10 layers. My issue was the barrel was not threaded in all the way ( guessing i missed a small amount of plastic inside the block and thought the barrel was threaded all the way) heated it up, threaded it all the way in and hand fed some filament through. Ran like a champ after that.
One thing I’ve done after replacing my first and only hot end due to jamming and low extruding was to remove the fan shroud I’ve printed and installed as the test print when setting up the machine originally. It does help the printer make better prints but it removes the air going to the top part of the extruder which it needs to stay cooler so the filament does not melt before getting to the tip. On prints where there is a lot of retracting-acting filament activity, the hotter top part will make the filament too soft to be able to push through, thus causing a jam or like I’ve read in another post, to extrude very small amounts of filament. It’s just a theory but so far it has done it for me. I will eventually install a second fan so I can direct the air to the tip again, as I really liked the prints I’ve gotten when it was installed. Also I am modifying a replicator-kind hot end to use on my Simple Kit 1405.
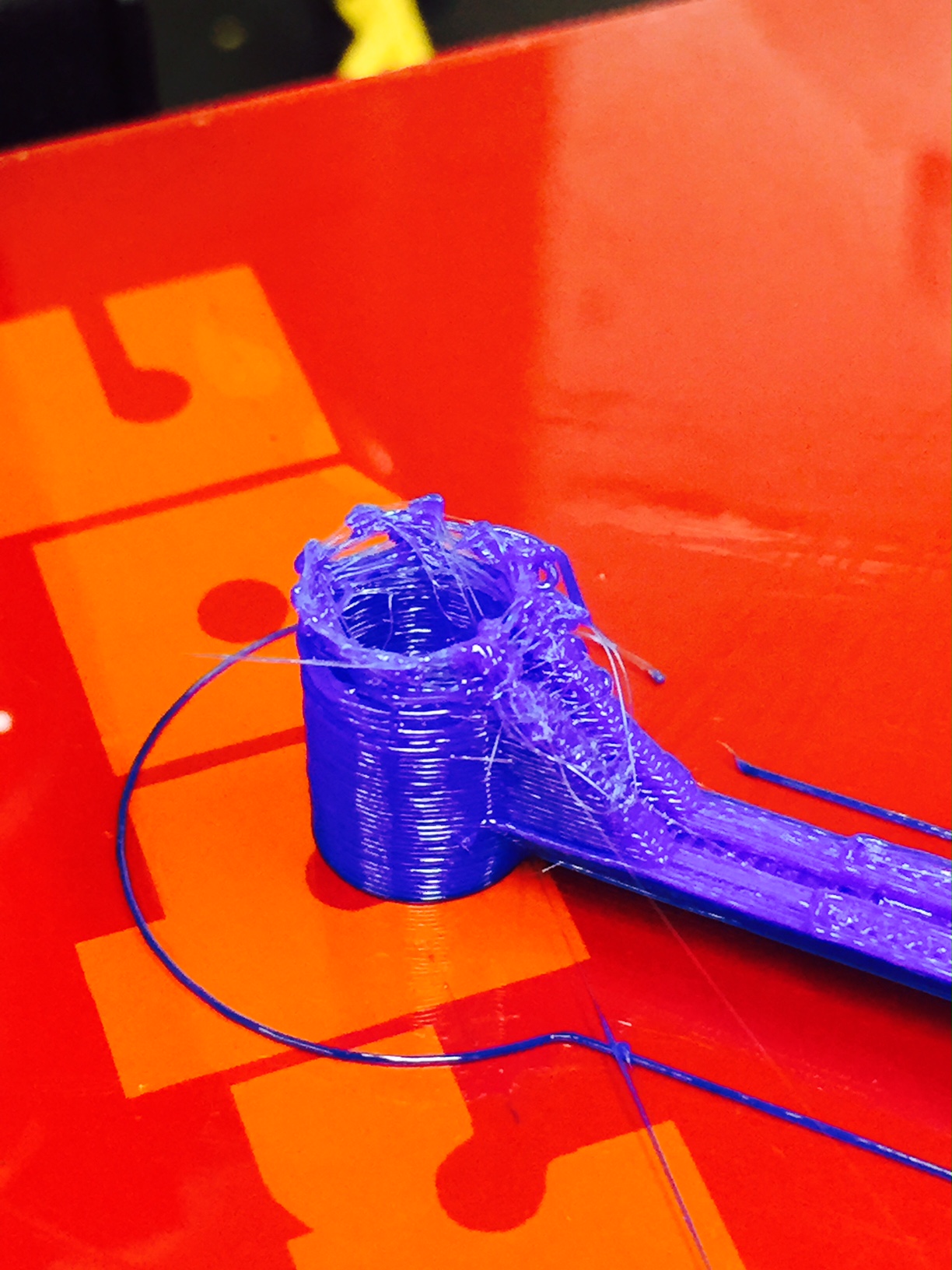
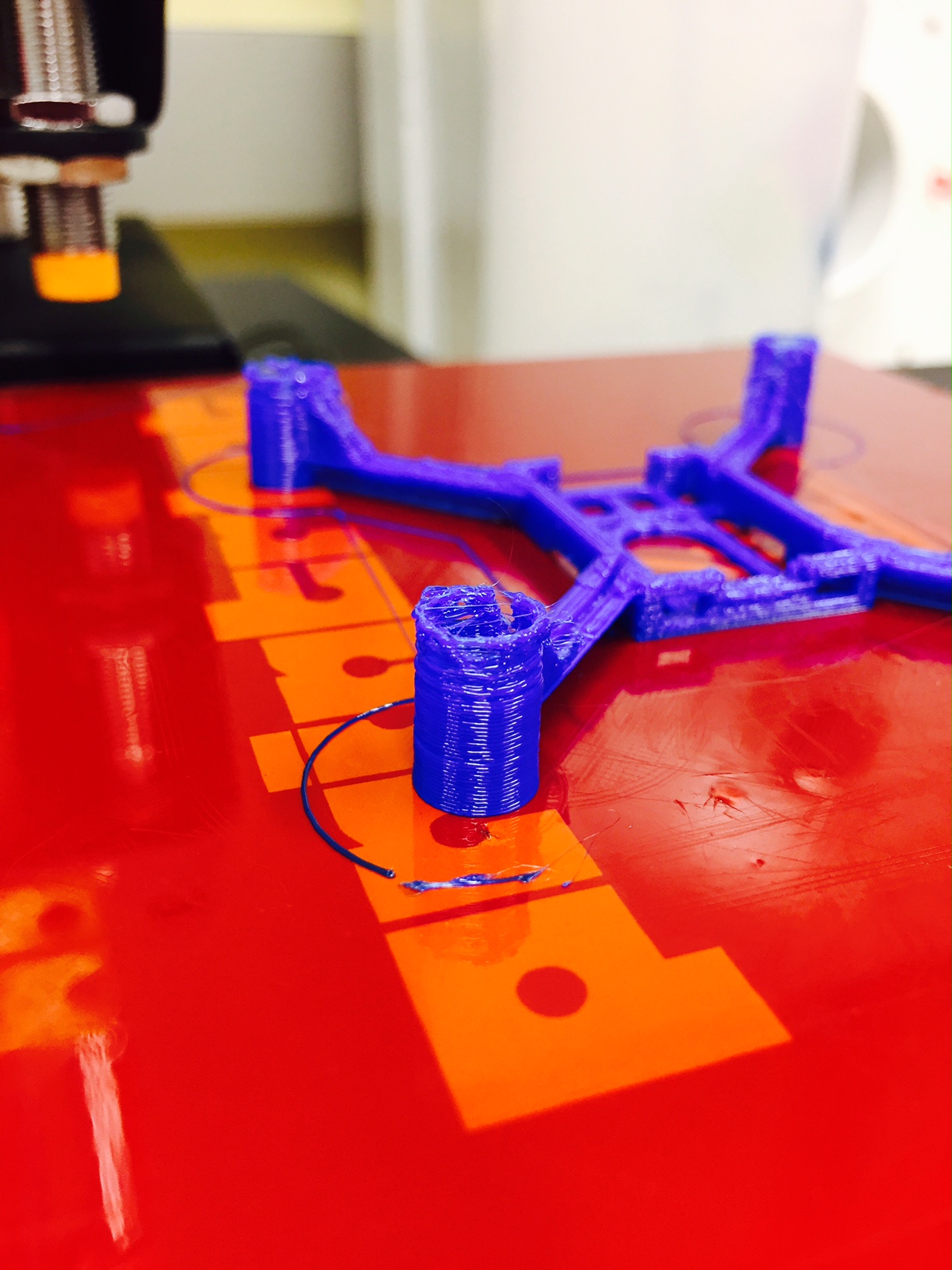
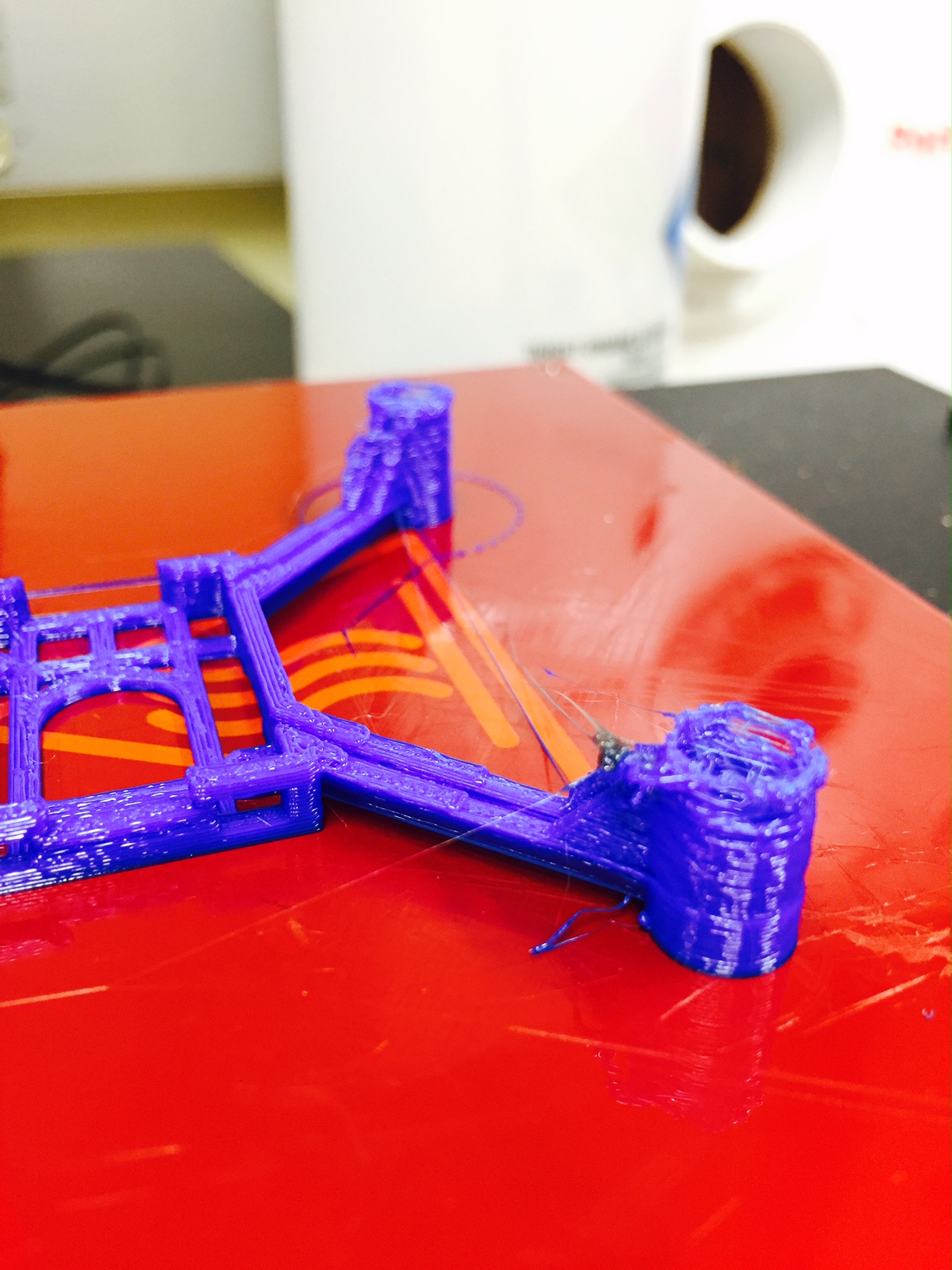
Thanks for all of the responses. I have read through them and got the consensus that buying a new hotend would be one route and more cooling of the current motor/ hotend could also works wonders. Ill look into those first as they can be used with a new hotend also. I have printed some more and have more information about the issue. It seems like the issue is with small island areas. Basically if I print a large area piece with “continuous” extrusion it is better, but if it needs to only extrude a small amount of plastic, then I run into issues of under extrusion. Im using Hatchbox filament from amazon and have it set to print at 215 ˚C which seems high. It doesn’t stick to a 55 ˚C bed any cooler.
I’m also using the new gearhead beta from printrbot which I think is causing issues. The tension may not be great enough to push the right amount of filament through and coupled with the PEEK area getting hot, I get under extrusion. I will try another fan and a heat sink on the motor this week.
I had this problem solved by only using the amount of filament you need. The added force necessary to advance the spool eventually adds up to uneven flow which cause back pressure and extruder issues. Easy to test if this might solve your problem, cut a few loops of filament and hang it so no extra force is need to pull it along and see if your results improve. This solved the same incredibly frustrating problem documented in this thread for me…