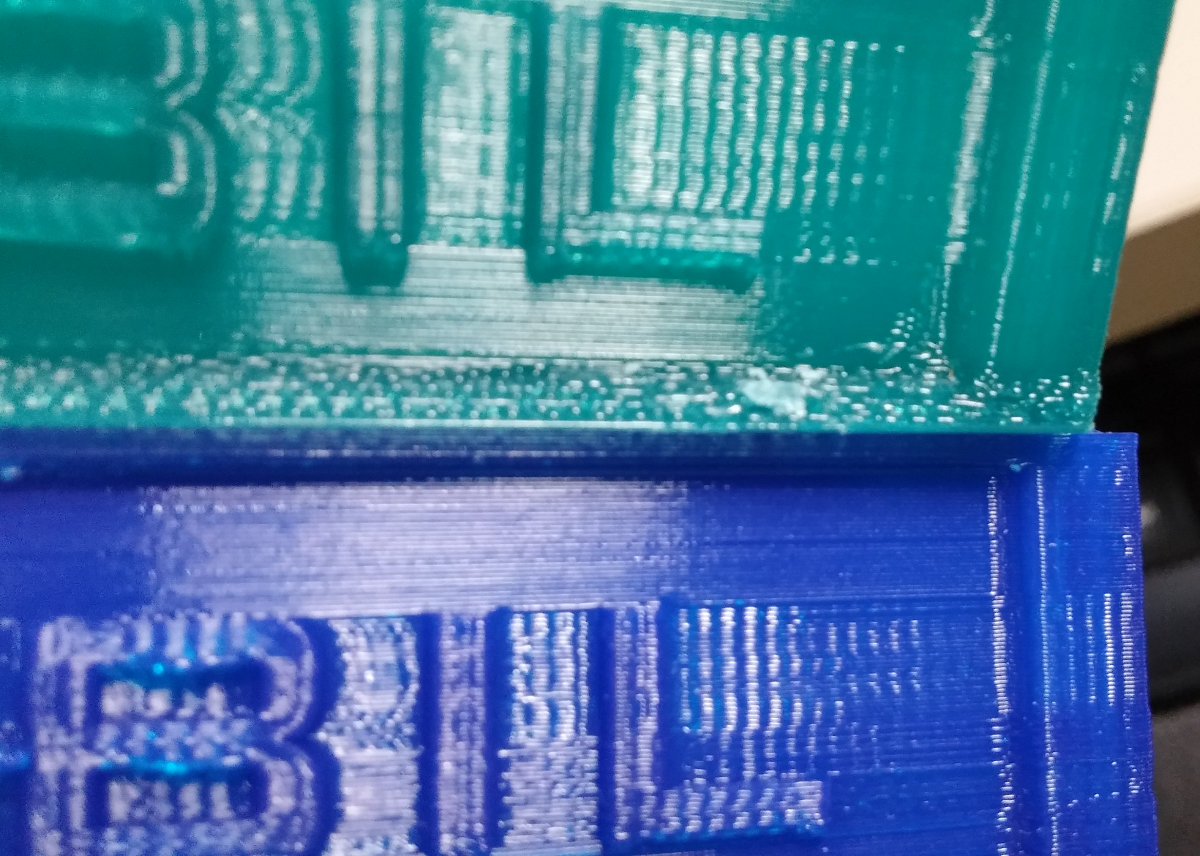
The blue one was printed using the defaults from Cura at 50mm/s. The green one at 30mm/s with no difference in the “ghosting”. Yes, there are other issues with the prints, but I’m working on the worst one (the “ghosting”) first.
Slowing down the print made no difference at all. Today I will try turning it 90 degrees on the platform.
What suggestions are there for reducing or eliminating this problem? Is it worth turning it 45 degrees instead of a full 90? Temperature changes shouldn’t make a difference (should it)?
Settings:
Extruder: 205
Bed: 60
Speed: 50 mm/s or 30 mm/s
Filament: eSun PLA
In case you’re wondering… I tried a couple of different models using Slic3r and, even though I copied settings from Cura, they were disasters. I have a Marvin with his feet welded together and watched as the extruder ran into the model and pushed the unfinished piece around the table. I heard the “snap” as it broke loose (it didn’t just release on its own).
Ghosting happens because of the extruder pulsating the plastic output. I got some improvements by upgrading the stepper electronics which allows to drive a slightly higher current through the stepper motor (A4988 being replaced with a Drv8825 on a direct drive extruder). Hope this helps.
I build printers from bare metal and I have a lot of experience in alleviating this problem. FIRST AND FOREMOST check your belts. They should be TIGHT. Then check everything else. Yes, it can be machine and wobble but if your machine is not stable we shouldn’t be this far into the conversation. If you can see your machine moving then secure that first. Anything obvious, should be addressed and tested. Troubleshooting has a method. If too many things are tried at once you will have no idea what the fix was. Go through the entire machine and make sure everything is tight. Then try to print. 99.9% of the time it is loose belts. The extra slop/play in the belt causes the extruder carriage to play “catch up” as the slack is brought in on change of direction. Once you are certain the printers MECHANICS are sound then you turn to software calibration speed (accelleration/jerk and slicer settings). It makes sense when you ask the question, “How can you software tune an improperly function printer?” Hope this help clarify things.