RCole
1
I will preface this by saying that I have done a lot of research on this but have not found an adequate solution yet.
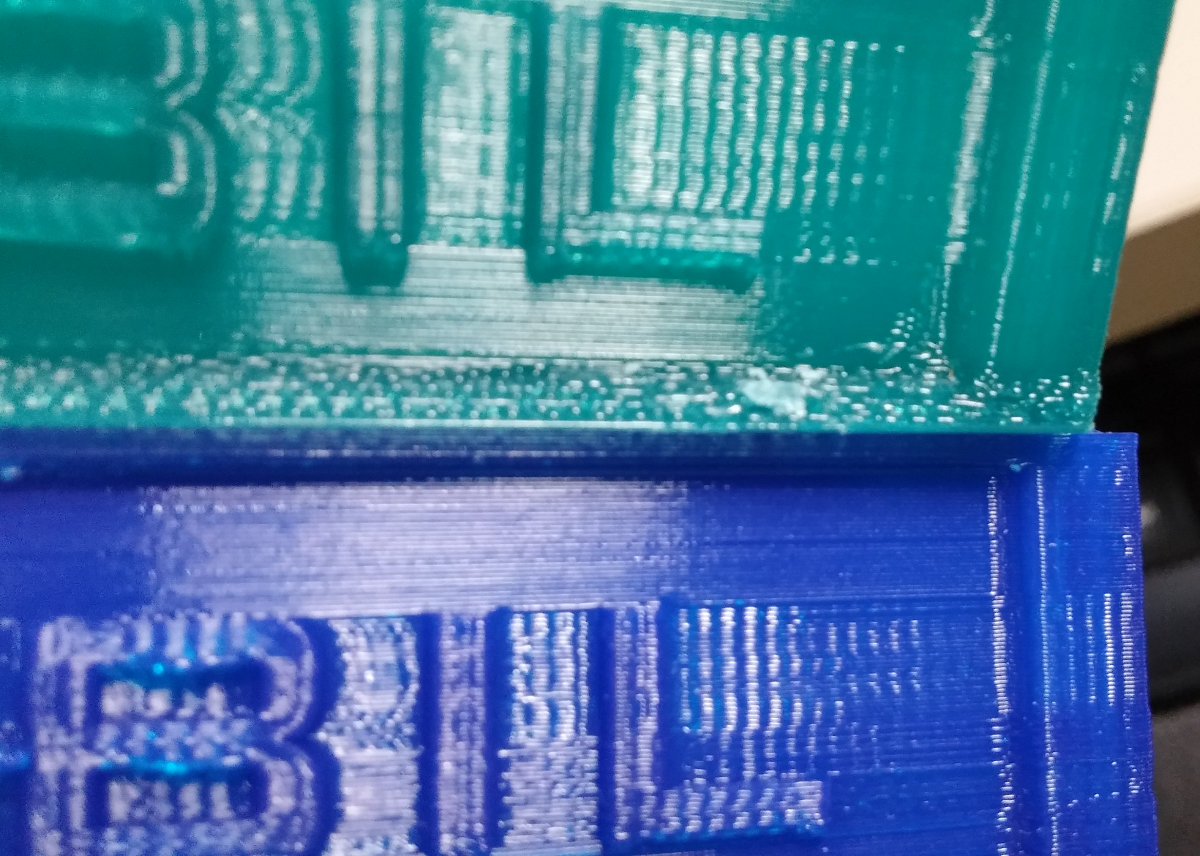
Here’s a quick image that shows the problem I’m having:
The blue one was printed using the defaults from Cura at 50mm/s. The green one at 30mm/s with no difference in the “ghosting”. Yes, there are other issues with the prints, but I’m working on the worst one (the “ghosting”) first.
Slowing down the print made no difference at all. Today I will try turning it 90 degrees on the platform.
What suggestions are there for reducing or eliminating this problem? Is it worth turning it 45 degrees instead of a full 90? Temperature changes shouldn’t make a difference (should it)?
Settings:
- Extruder: 205
- Bed: 60
- Speed: 50 mm/s or 30 mm/s
- Filament: eSun PLA
In case you’re wondering… I tried a couple of different models using Slic3r and, even though I copied settings from Cura, they were disasters. I have a Marvin with his feet welded together and watched as the extruder ran into the model and pushed the unfinished piece around the table. I heard the “snap” as it broke loose (it didn’t just release on its own).
2 Likes
I had this problem with ABS on almost everything I printed, it still happens now but not bad enough for me to worry about. I simply turned the temp down from 240 to 230, everything else I tried didn’t make any difference.
1 Like
This looks to me like either an acceleration issue, a loose belt, or something similar. What printer is this, and do you know the acceleration setting?
2 Likes
As 3dprintdaddy said, this is usually an acceleration or even “jerk” issue. Acceleration is how fast the speed changes, jerk is how fast the acceleration changes. The ghosting shows up from the machine oscillating after it makes a sharp corner: from the letter detail, back to the flat background path. Turning down the speed doesn’t help because acceleration and jerk limits are usually set in firmware and are not based on speed. I saw this on the lulzbot tag so I assume you have one of their machines. In that case, you can change acceleration limits by navigating the on-screen menu. Just be sure to write down the original settings, and then save the settings after you change them. Try cutting the acceleration value in half or even down to 30% of original. That should make a noticeable change in the way it prints (and it will take longer). It may not eliminate ghosting, but if it changes the duration of the echos or their spacing, then you are on the right track.
4 Likes
RCole
5
I guess I forgot to mention that it is a new Taz 5. I will look into the acceleration issue. It’s not a complete show-stopper, but it definitely impacts the aesthetics.
Printing one turned 90 degrees right now to see if it makes a difference. I will change the acceleration and try again after this one is done.
I see this with my Taz 5 but haven’t done much to work on it (also a new machine). In other machines, acceleration limits have helped with it. The Taz 5 is a great machine but the hotend carriage does have a bit of play (grab the nozzle and you can get it to wiggle a bit).
1 Like
RCole
7
Okay, I got the chance to look at the settings and the acceleration is at its lowest level already. I can turn it up, but not down. Sounds like I don’t really want to turn it up.
I see two settings for “jerk” and I will do a lot more research on those before I start playing with them. There is nothing in the manual about those settings (except that most people should never play with them).
You’re not going to break anything by changing the jerk setting, although I don’t know the range of values off the top of my head. It’s odd that the acceleration doesn’t go down any more, what is it set for now? The lulzbot forums are a good place for some questions like this too, for example a thread here about max print speeds after upgrading the rods and bearings: Taz 5 Upgraded rods and bearings - LulzBot TAZ - LulzBot
1 Like
What printer are you using? We had this problem consistently with the TypeA series1 . After their initial denial it was a hardware thing… and support ticket after support ticket confirming it was a hardware thing… they came to the conclusion that their choice of stepper drivers and motors was not a good match. We called it “resonance” distortion… or corduroy effect.
End of the day… we ditched the Series 1 entirely because they have been unable to date to show us a resolution to this problem on their printers. It’s ok for worthless things… but when you have large clients… or gallery showing artists… these kinds of very visual defects cannot be overlooked. Their in house fix was a new set of motors… but as they had gobs of already purchased motors they were less than interested in scraping that inventory for the sake of a “little visual distortion”.
1 Like
Could it just be machine vibration and wobble? Loose belt seems likely too but could be general looseness.
shaqFoo
11
It is not a slicer issue it is not an acceleration issue It is a mechanical issue. I had this problem with a stock printer and also a custom large format RepRap that I built. When i really tightened down the belts prints were NOTICABLY better. Not just a little. The problem went away completly. If you have gosting, ringing than things are not as tight as they need to be first check the belts make them taut like guitar strings. If you are using tensioner springs on your belts remove them. Springs=rings. After the belts make sure there’s absolutely no movement on your hotend and it is perfectly tight. Also make sure bed/build platform is solid with NO wiggle or vibration. Belts are #1 culprit though.
2 Likes
What printer did you go with that has less of this issue?
Ghosting happens because of the extruder pulsating the plastic output. I got some improvements by upgrading the stepper electronics which allows to drive a slightly higher current through the stepper motor (A4988 being replaced with a Drv8825 on a direct drive extruder). Hope this helps.
shaqFoo
14
I build printers from bare metal and I have a lot of experience in alleviating this problem. FIRST AND FOREMOST check your belts. They should be TIGHT. Then check everything else. Yes, it can be machine and wobble but if your machine is not stable we shouldn’t be this far into the conversation. If you can see your machine moving then secure that first. Anything obvious, should be addressed and tested. Troubleshooting has a method. If too many things are tried at once you will have no idea what the fix was. Go through the entire machine and make sure everything is tight. Then try to print. 99.9% of the time it is loose belts. The extra slop/play in the belt causes the extruder carriage to play “catch up” as the slack is brought in on change of direction. Once you are certain the printers MECHANICS are sound then you turn to software calibration speed (accelleration/jerk and slicer settings). It makes sense when you ask the question, “How can you software tune an improperly function printer?” Hope this help clarify things.