Skip to main content

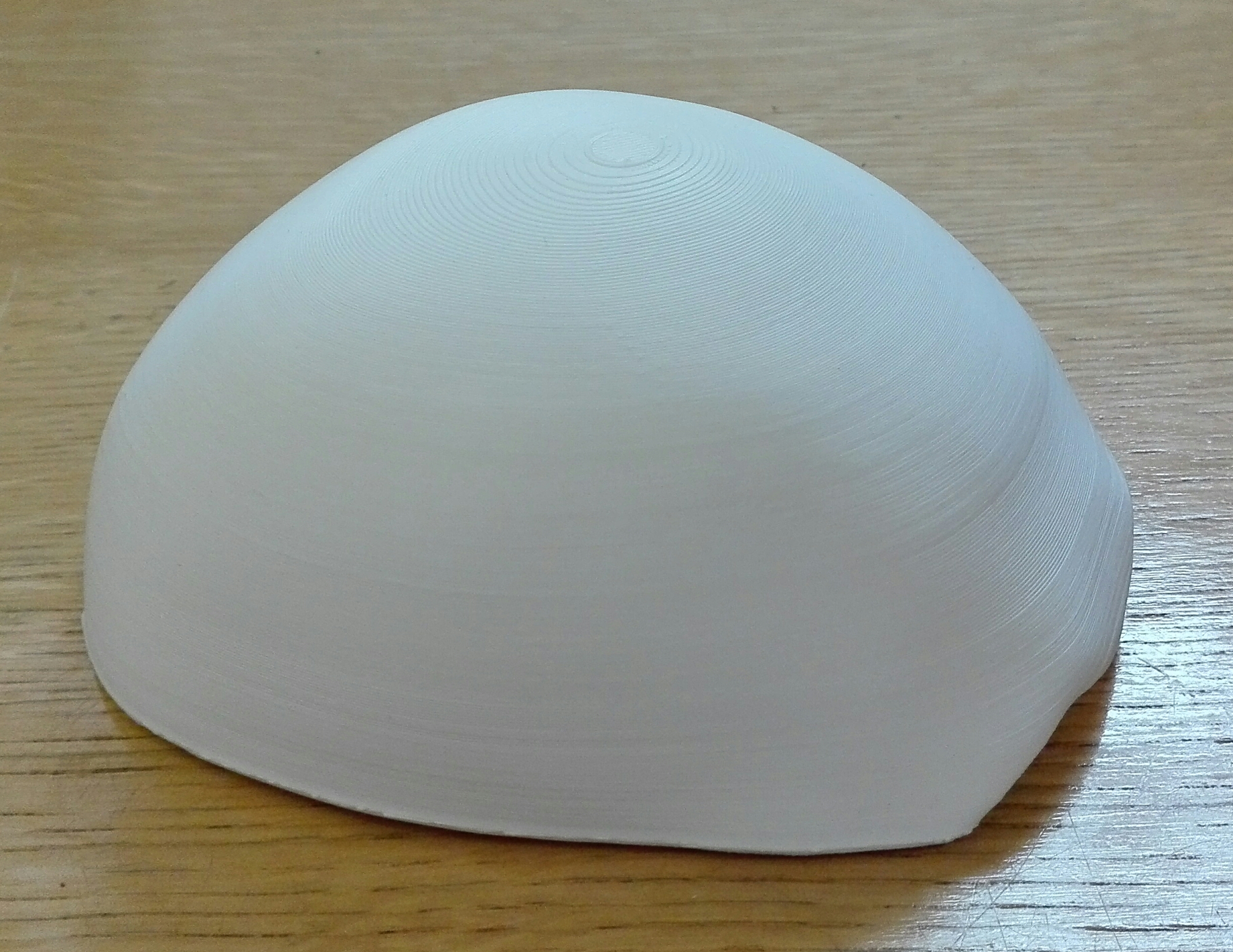
Hi @3DPrintandStuff welcome to the wonderful world of printing with ABS! This is (mostly) called “delamination” and is something that ABS is prone to, even with a heated enclosure. It’s a complete pain, and one of the reasons I try to print as little as possible in ABS these days. The two primary culprits for delamination are too large a layer height and too low a print temperature. From looking at your photo, I think the layer height is probably OK, but 215C is low for ABS. I print at 230C for ABS with my FF Pro, so I’d give that a try.
I’d also suggest trying to make the enclosure itself as warm as possible before starting a print. If I’ve been forced into printing with ABS, I usually run the bed up to temperature then leave it there for at least half an hour (with the door closed, cover on), so that not only is the bed thoroughly heated through but also that the enclosure and the whole printer body has warmed up. I’ve found this especially important now it’s Winter here in the UK as my office is often down into single figures when I first start work.
Hi @cobnut
Thanks for your reply, I have just started printing in ABS so wasn’t that sure of the cause. I’m also thinking it could be shrinkage as the material cools down as the gaps are not quite all the way round.
Also the ABS that I’m using is the “no brand” which was supplied with the printer so it’s quality could also be the cause. The max temp stated upon the reel is 220 so I have increased it you that value.
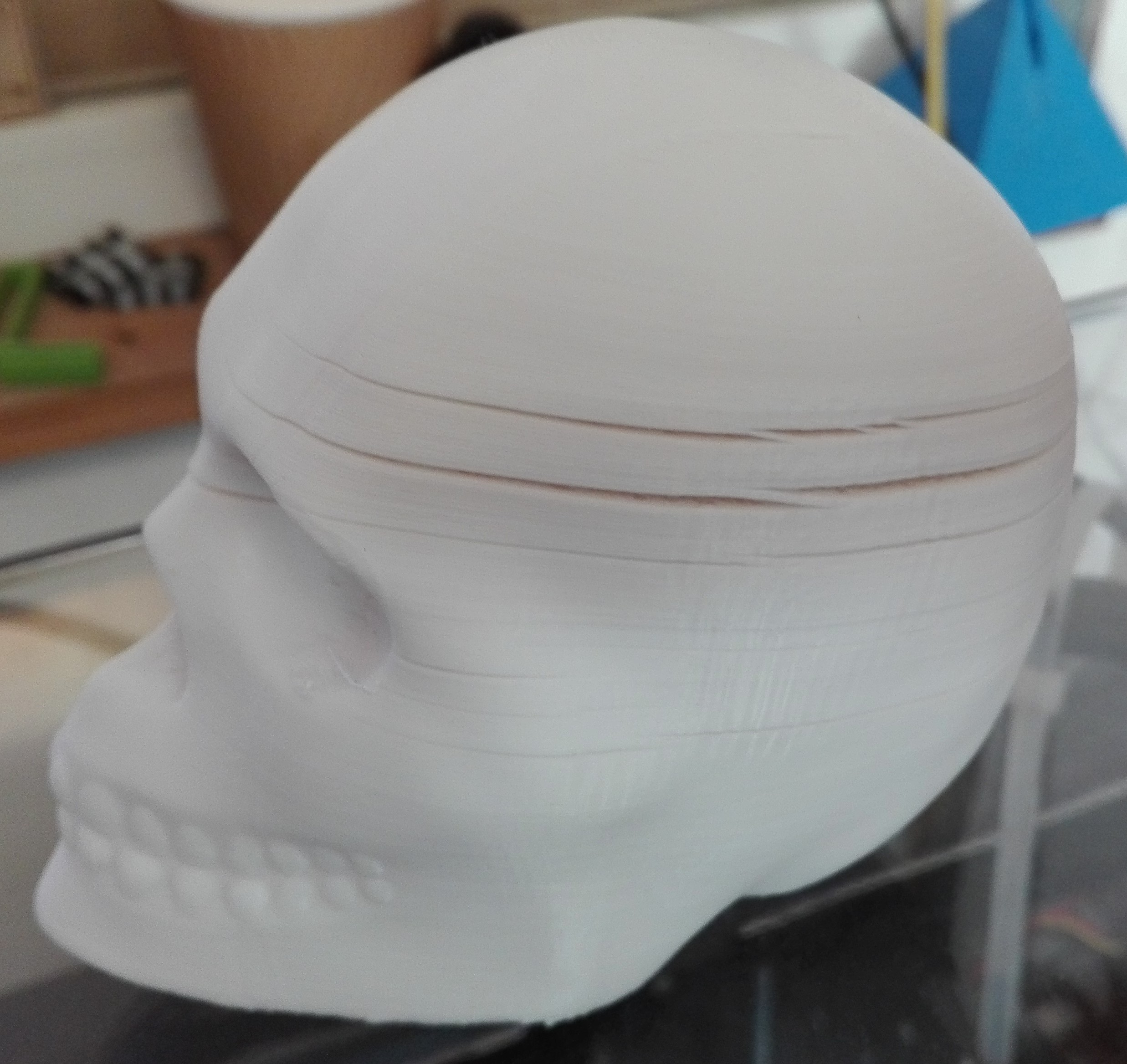
I have just started printing another skull which is 175mm high so hopefully that will complete without issues and be usable by customer once some post-printing processes have been carried out.
Fingers crossed it completes without any issues, it will be the largest print to date than I have done upon the printer,
It’s L 123.45mm x W 187.70mm x H 174.26mm and the print time is in region of 80 hours but then 100mm one stated 24hrs but finished in 17hrs
Hi @3DPrintandStuff as I said in my earlier reply, I find ABS so problematic that I tend to avoid printing with it wherever possible. I find often that customers ask for ABS without really needing it, and there are other materials out there with similar (or better) qualities that are nowhere near as prone to warp. For something like this model, does the customer really need ABS?
@cobnut
I’m not totally sure if they do require it, first I suggested PLA but then mentioned it can deform at 60 degrees C, which I believe was a problem for them so ABS was suggested.
I believe that from the discussion we had it’s going to be covered and decorated so you won’t see the gaps. I also have some XTC-3D liquid coating which should be able hold it together and provide a good surface upon which to paint and decorate.
Looking at a chart that I received from eSUN the material with the highest distortion temp is 93 degrees and called ePC
The best way is to get your chamber up to temperature (35-40 degrees). Once you’ve sorted that out, the next step is to use an extrusion width that’s a lot wider than your nozzle (ie 0.6 - 0.7mm if using a 0.4mm nozzle). Low infill percentage can also help here. You need a high temperature on your nozzle, I use 250-255.
Good luck, ABS can be challenging, but is rewarding when you get it all working nicely.
If you get fed up with it, try a roll of PETG, it doesn’t warp nearly as badly, and is very tough.