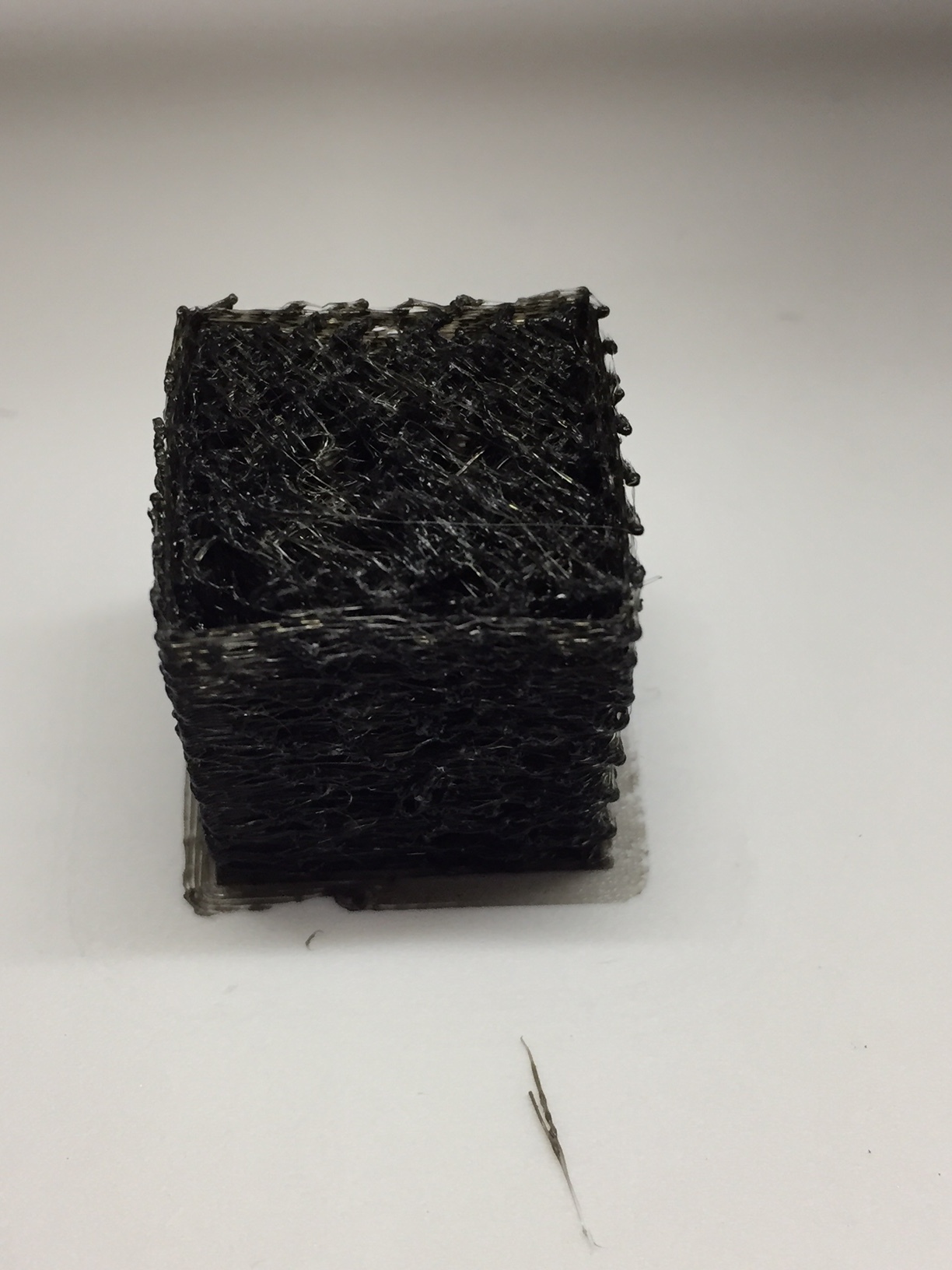
I did calibrate the extruder to extrude exactly 50/100 mm and it is fine. I have replaced the old (prehistorical) extruder that was giving me the problem with a new one. The issue does not go away. It is severely under extruded. The nozzle is a 0.4 mm, if I extrude manually the extrusion is nice and clean but when printing its a mess (see attached pic which is a 20 mm cube at layer 15). I have the following setting in Slic3:
Layer height: 0,16
First layer height: 0,16
Filament diameter: 2,94
Extruder temperature: 184°C
Extrusion multiplier: 1
Fill density: 15%
In Marlin I have the following setting for the extruder:
First thing I think of seeing the picture is bed leveling and nozzle gap. Are you really using 3mm filament? What printer, filament temps etc would be helpful.
it is a Prusa/Mendel. It is a 3 mm filament. Temperature is 184°C. The bed leveling/gap is slightly out but I have tried in many different ways the issue is not that.
How old is the filament and how long has it been out of dry storage? I’m just wondering if the problem is the filament itself - has it been dry stored? Have you got any other filaments you can try?
I’ve had this happen when my nozzle was severely clogged. Is your extruder motor ‘ticking’ or ‘jumping’? This is a symptom of missed steps, again caused by a blocked nozzle.
Another cause can be too low a stepper driver current, but I’d try pulling off the nozzle and cleaning it out first.
This is usually a classic clogged nozzle or hot end problem if your extrusion steps/mm has already been calibrated. To determine if the nozzle or hot end is clogged, you need to be able to manually feed the filament to the hot end. You need to loosen up spring tension on the filament extruder and see if you can manually push material through when the hot end is at operating temperatures. If you have a hard time, you need to first try to unclog the nozzle with small drill bit or fine needle. If that doesn’t improve, you may need to disassemble the nozzle and hot end and manually extrude again to remove the clog. If you are able to get the clog out and clean the nozzle, you repeat the manual extrusion until the filament comes out nice and smooth (no curling).
At this point, you can apply tension to the extruder on the filament. You need to run an extruder calibration if you haven’t done so. There are lots of instructions online. You basically heat up the hot end and extrude a fixed amount of filament and measure how much has been extruded. You change the steps/mm settings on the extruder until you get the exact length to match the amount you extruded. At this point, you should be able to print again.