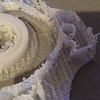
The noob in me is probably coming out and Im sure there is a simple solution to this problem, but I’m banging my head against a wall. I recently bought a monoprice maker select V2 and it has worked great so far. I bought the printer to help print prototypes of a part that i am working on before we start mass producing them. When I printed with standard PLA it worked great. I would come across typical beginner problems and learn whats wrong and move on. Now I am moving to TECHG PETG filament for the added strength and flexibility. The first print I did with petg worked great. But now everytime I try to print something I get this snowflake effect where the filament gets flaky on the support and just becomes a mess. The first layers come out fine and adhesion isn’t a problem. I’ve messed around with different temperatures and cooling but can’t get any results. I’m really stuck with this one and it’s frustrating as it is holding the prototype phase up. Need help ASAP. I tried taking some photos to better explain what is happening cause I don’t really know how to describe it. What am I doing wrong??
1 Like
Did you try to print without any raft and without any support (at all or, if it’s not possible, at least for the first layer)?
For the same reason and to obtain the same goal; a denser raft (increase infill of the raft) may help, maybe.
To save time, it’s probably better to test without any raft at all.
It looks like the melted PETG is not sticking properly to the already printed material and then follows the printer nozzle too much.
PETG wants to be printed VERY HOT, like 250c!
Also, I am not familiar with that printer, but I believe your printer has a PTFE liner in the extruder, that begins to degrade at that temperature, so you will have to replace it after a little bit of printing at that temperature. PTFE breaks down rapidly above 230c.
So it is possible it already needs replaced. This would explain why it worked the first prints, but is failing now.
Hi there,
I know these flexible filaments can be a real drag, but what seemed to do the trick for me was setting the printing speed to an almost sluglike 20 mm/s and of course the bed needs to be as level as you can get it…
Also, I have to agree with Perry_1 the flexible filaments require a lot more heat, 240-250°C…
Good luck!
Kind regards,
Kris
Hi. Could you post your parameters to check them?. I print with PETG without problems under 245° and with speeds around 50mm/s, so…there is another factor that is going wrong. Best regards.