Beste,
Sinds kort ben ik in het bezit van van een prusa i3. Nu heb een ik een aantal proefprinten geprinten en bij sommige printen heb ik het probleem dat de lagen niet aan elkaar hechten. Ik print pla op 195 graden en mijn verwarmend printbed zet ik uit. Heeft iemand een idee wat het probleem kan zijn?
Zoals reeds is aangegeven kan het een goede keuze zijn om te printen met een hogere temperatuur, probeer eens wat uit. Zelf zou ik eerder voor 200 graden gaan en daarna stapsgewijs ophogen totdat je het juiste resultaat hebt. Een ander soort PLA gebruiken kan ook helpen, zelf ben ik erg tevreden met @ColorFabb PLA.
Mag ik vragen waarom je je verwarmd bed uit hebt gezet? Probeer die ook eens op 60/70 graden te zetten tijdens een print.
Als je wilt kun je hier een printscreen van je slicer settings plaatsen, zodat we kunnen zien op welke snelheden en temperaturen e.d. print.
ik zit nu op een temperatuur van 210 maar nog weinig verbeteringen. Heb nu ook nieuwe PLA besteld deze komt morgen binnen, het PLA heb ik bij Hestay besteld. Heb mijn verwarmd printbed uitgezet omdat ik op een aantal forums had gelezen dat dit noodzakelijk was om PLA te kunnen printen, hier begin ik zelf nu ook aan te twijfelen.
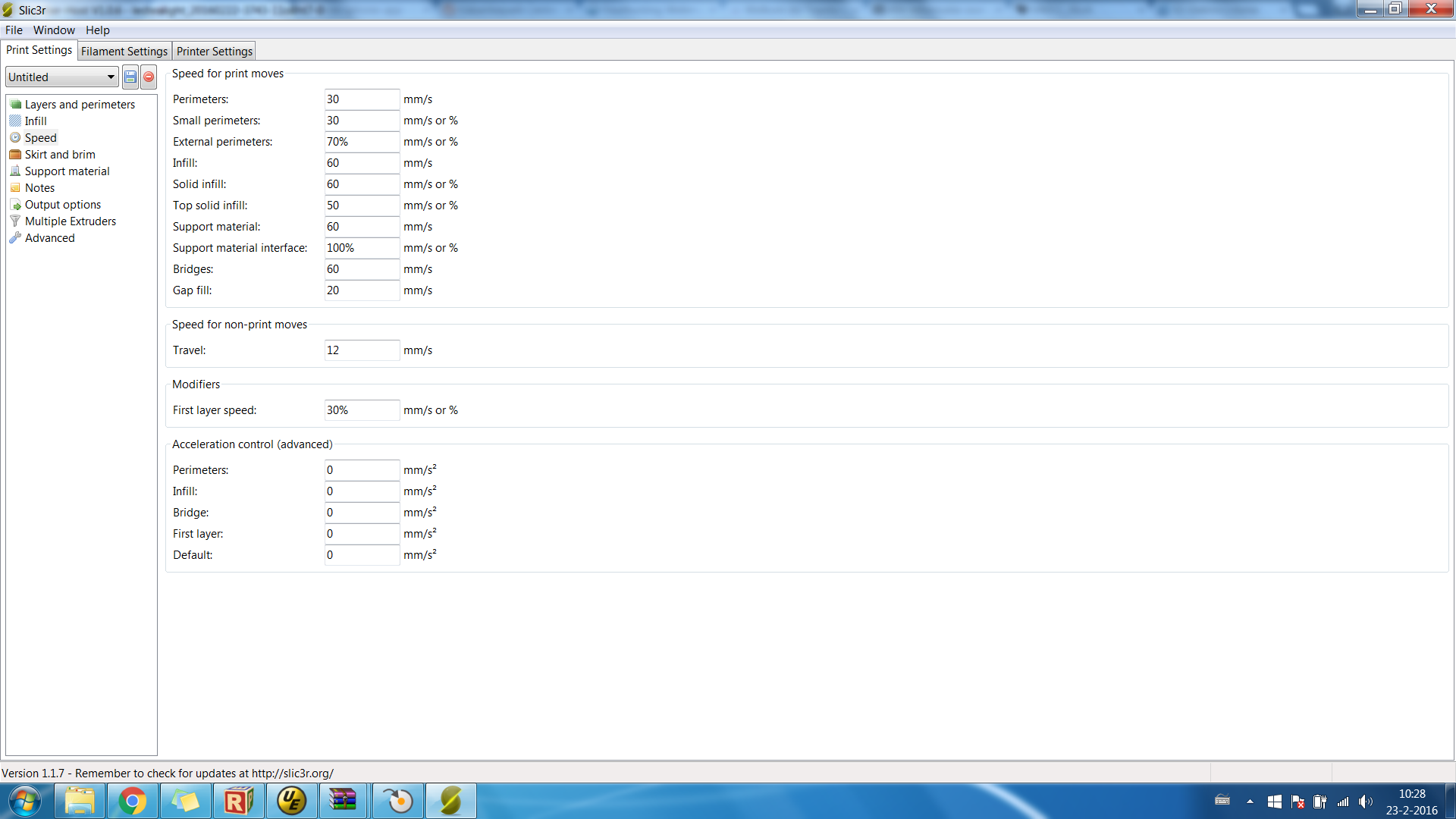
Bij deze ook print screens van mij slicer, iemand suggesties? ook voor andere goede instellingen?
De fabrikant van de PLA voegt aan de filament informatie toe met b.v. de temperatuur-range.
PLA en een verwarmd bed gaan prima samen Ik print zelf met een craftbot en merk dat de prints een stuk beter hechten met een verwarmd bed. Ook heb ik wat tape op het verwarmd bed bevestigd voor een nog betere hechting.
Btw, is je bed goed gecalibreerd? Dat is uiteraard ook super belangrijk voor een kwalitatief goede print.
Probeer je tot nu toe alleen deze print te printen? Het kan zijn dat de overhang te groot is en daardoor de lagen niet meer goed hechten. Wellicht kun je een Marvin printen, of een vierkant blokje met 100% infill, gewoon om te testen.
btw je settings:
Zou zeker niet lager dan 35 mm/s gaan.
Small perimeters 70%
External perimeters 70%
Infill: 45 m/s
Solid: 40%
Top solid 35%
Non print moves
Travel 100 mm/s
Layer height
.2
Infill: 10% (gewoon even proberen of dat helpt!
Fill pattern honeycomb.
Je zou dit kunnen proberen, maar het geeft uiteraard geen garanties. Er zijn veel mogelijke factoren.
Oke, dan ga ik morgen proberen om met een verwarmd printbed en aangepaste slicer instellingen te printen. Ja ik kalibreer mijn bed voor iedere print.
Als ik een marvin ga maken ziet deze er ook niet zo netjes uit is mijn mening.Kan namelijk veel netter. Het lijkt dan dat er af en toe een laag niet goed hecht.
Zoals Dom1nic al aangeeft mag je gewoon je printbed verwarmen voor je PLA print. Het is niet persee nodig voor PLA maar zeker niet ‘noodzakelijk’ om hem uit te houden
Ik heb hem altijd aan gezien ik gebruik maak van spray waardoor de print beter hecht aan het bed, deze spray is werkzaam bij een bepaalde temperatuur van je printbed.
Als ik zo naar je instellingen kijk. valt me 1 ding op dat niets met dit probleem te maken heeft maar: ik zie dat je ‘Speed for non-print moves - Travel’ erg laag is, zeker vergeleken met je ‘Infill’ snelheid.
Ik zou ook eens met een laagdikte van 0.2 ipv 0.3 proberen.
Uiteraard kan het filament nog de boosdoener zijn. Ik had laatst een rol chinees filament van een vriend gehad. Deze gaf bij mij soortgelijke resultaten. Ook zat de nozzle best snel verstopt bij een lage temperatuur(200°C). Uiteindelijk bij zon 20 graden hoger had ik geen verstopping meer maar nog steeds lagen die niet wilden hechten.
Wat ook nog een verklaring kan zijn is dat je temperatuursensor afwijkt en de werkelijke temperatuur dus lager ligt dan je denkt. (maar dat zou betekenen dat je pt-100 niet juist is ingesteld, wat onwaarschijnlijk is). Wel is dit makkelijk te controleren door de printer af te laten koelen en kijken wat de kamer temperatuur (met een buitenthermometer/koelkastthermometer oid) is vergeleken met de nozzle temperatuur.
Heb nu mijn print snelheid aangepast aan wat dominic had gezegd, ook heb ik mijn bed aangezet op 60 graden.
Mijn lagen heb ik op 0.2 gezet, mijn eerste laag ook.
Heb marvin geprobeerd te printen (200 graden), dit ziet er tot nu toe het beste uit wat ik ooit heb geprint alleen het haakje werkt hij niet netjes af, en vind de rest van de bovenkant ook niet zo mooi. Mijn bed heb ik wel goed gekalibreerd, ook de pt100 is niet kapot dit heb ik gecontroleerd.
Heb mijn nieuwe rol PLA van Hestay nog niet gebruikt, het ligt misschien wel aan de pla die ik nu gebruik??
Dat ziet er al een stukje beter uit als de eerste foto;) Het lijkt een beetje alsof de extruder nog een beetje te lang op 1 plek hangt.
Wat is de grootte van de opening van de nozzle van de extruder? en wat zijn je slicer instellingen voor de ventilator? en staat de printen wellicht op een plek waar het kan tochten?
Is dit de Marvin van zon 2 cm hoog?
De eerste laag hoeft niet persee kleiner te zijn. meestal houdt ik die op iets van 0.35 om de eerste laag wat extra aan te laten drukken op het printbed, maar dat hangt af van je hoogte tussen nozzle en printbed.
Ik zou zowiezo even met dezelfde instellingen de PLA van Hestay proberen, als die er nou mooier uitkomt kan je iig afstrepen waar het aan ligt.