Can’t find tips on printing maxed out models on my new 2015 Type A Machine.
As a week old first time printer I’ve had some success with smaller ‘solid’ models.
I am guessing the secret for really big models ( besides orientation) is slicing and making model hollow.
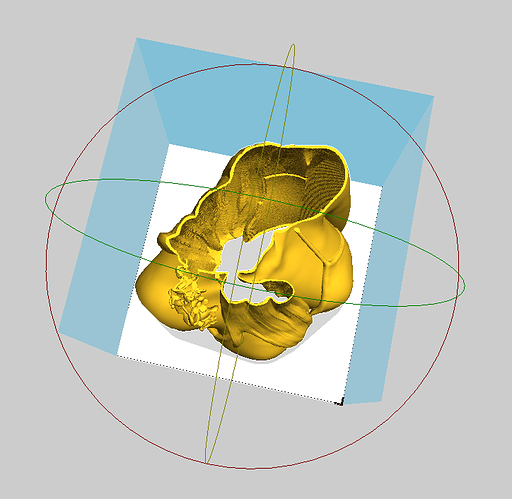
I did both in ZBrush and am going to try out bottom half of female bust (attached).
Cura says 72 hours and 296 Meters of filiment (almost 1 KG spool).
Imported (Into Cura w/no supports or raft)) Meshmixer .obj w/ supports + 55 hours and about
180 meters of filiment. Sound like a better option?
Attached model has its ‘walls’ about .7cm apart and solid mesh. Will type a mostly just print it’s .8 shells
at walls and fill between?
Any tips would be greatly appreciated! Glenn- marooned in Kauai.

2 Likes
You will never achieve production without infill unless your model has an internal draft angle no greater than 60 degrees. Anything that has a greater overhang than that will produce a bad subsucture which will show on the surface.
You should (based on max build area) increase infill to 3-4% which should give you some structure to build from while not increasing too much print time.
Hollowing the model with software actually creates more time than just printing with some infill.
As “hollowing” is really generating more complex geometry inside which the machine then has to adhere too… slow movements vs fast straight lines for infill.
To speed up time increase loop times for internal passes while reducing outer perimeter time by half. This will give you a good quality finish without wasting that time on the internal structures.
Also if you are going light on the infill I would increase “top layers” to 4 or 5 to make sure you get a quality base to build on.
-2cents.
Our longest TypeA print was 110hrs and took 3 rolls of filament. It was full bed and was hollowed using MeshMixer by request of the artist. We proved print time would be reduced by 20 hours by not hollowing… but they wanted hollow. So they paid for my design time to make it hollow and then also the additional 20 hours of production time to produce the hollowed form.
1 Like
Thanks, food for thought. I originally offered Cura same object as solid mesh, but it came back with like a hundred hours+ and several rolls of PLA! Looks like I’m going to have to test out on a smaller scale. Most of object seems over 60 degrees and the references I saw said 45 deg was the cutoff. I was hoping to eliminate all those long interior supports (material) and just end up with two ‘shells’ linked by a small amount of infill. Amazed how little information is available on large PLA prints and how long these prints take! I thought like wow, 12x12x12 build! Now I understand and like — Wow! Thanks
The stated limit is 45 but real world testing and proper settings can get you into 55+ ranges… Depending on design somewhat. Filament temp mgmt coooling etc. No info as very few people take the time or have printers that can last that long. Multiple rolls a job is not unheard of. We often switch with 1/3 left to avoid end of roll issues on long prints. Save those rolls for small jobs later. Justin@mind-2-matter.com Would be happy to offer you a slice using our settings for tam2015 and simplify3d as the slicing engine.
1 Like
I should add that we know exactly what you are looking for and know it well. We do large prints for lostPLA casting and they need to be single shelled and hollow. Every single time that request adds time to production. But it’s a requirement of the casting process so they pay. I would reserve that method for times when it is absolutely required otherwise burn the time/filament on the infill the first time and get the part. Nothing costs more than reprinting an entire part because you wanted to save 10% time.
Nothing is more fragile than a hollow large print… printing it is just the first challenge… keeping it is the 2nd.
1 Like
Hi again! Lots of good advice, Thanks. I am a bronze sculptor and have cast bronze and see at bright future for 3D in production. I went back and tested my design in Cura again at basic settings with raft and supports at both 150mm and 282mm Heights:
Solid Mesh - 150mm - 18 Hr - 121M material
Hollow Mesh -150mm - 37 Hr - 140M
What you pointed out is true Solid is more economical at 150mm.
Keeping in mid that this object is basically a tubular structure I tried a larger size…
Solid Mesh - 282mm - 91 Hr - 735M Material
Hollow Mesh - 282mm - 76 Hr - 306 M
Hollow mesh with Meshmixer supports/ no Cura supports
- 282mm - 55 Hr - 158 M Material
According to Cura Hollow w/Meshmixer supports is fastest/cheapest. But this is not in the real world
next I’ll have to try it. Yikes!
So just following up on the concept of overhangs being somewhat model specific.
Here’s a worm gear… I don’t know what this is but it’s easily over 70 degrees overhang.