could someone give some insight on whats causing this “rippling” on the surface of flat parts? been running my qiditech one for about 5 months with no issue, and this issue pops up every now and then, but i cant figure out what causes it. It almost looks like a raised ripple pattern… ive adjusted the layer heights and bed level to no avail. the nozzle seems to be digging in some places, but the ripples are raised!!!
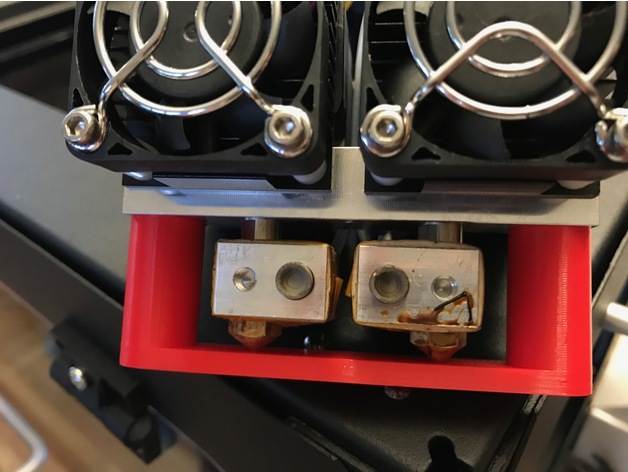
When this happens to me, it’s the second extruder that’s the cause. The second (inactive) extruder rides up on a slight bump, and as such, causes the primary (active) extruder to extrude another slight bump… and so on and so forth…leading to an endless bumpy surface. I’d check to see that both extruders are at the same height (there are some leveling jigs for printing on thingiverse) and maybe increase your height slightly when leveling the bed?
Cut a smaller piece of your model then try it again with your extrusion multiplier (extruder tab) back down at 1.0. Looks like you’re pushing out too much plastic.
First things are this if it is PLA. Extrusion multiplier at 90 to start. First layer at 90 and width at 100. Or do a reset on S3D to get back to the defaults for the QIDI.
Also what temps?
When I see this patter it is usually that my glass plate is dirty and I am to close to the nozzle.
220 is really a bit high for PLA. I run at 200 for the first layer and 190 after that. I only up the temp like that when I am having adhesion issues such as when the room is cooler than usual.
If the bed is vibrating my thought is it is to close to the nozzle for the first layer. It isn’t the bed moving that is causing it, it is causing the bed to move.
In my case when I see this it is the extruder trying to extrude the amount asked for but being restricted by the bed and first layer so it builds pressure then spurts out the extra.
Also you need to address the extrusion multiplier. It is way over extruding at 130 for PLA.
AHA! Ive tuned the multiplier down to 90 and things are looking much better.
I increased the multiplier, lowered the layer height, and increased the first layer width to achieve a glassy bottom that looks so good at the base of a PLA part…perhaps over time ive pushed it a bit overboard. What layer height and width to you suggest to get this smooth, almost no layer visibility, glass-like feel to the bottom layer…and without creating the issues I did lol.?
Go with the settings that you have already printed good quality prints before but this time turn off the cooling fan or set it to very low. Rippling is mostly caused by cooling the filament so fast and making it shrink a bit.
Here is a jig, and the description explains it. In a nutshell, my printer came such that the extruders were not aligned (vertically) at the exact same height… this causes a lot of grief when either using both extruders, or using the single extruder that is slightly higher than the other.
The adjustment really helps (although if not used, removing the second extruder definitely fixes the problem!)
If you want to send me the file/STL or point me to one I will run it on my QIDI and see how it does and I can send you the settings from S3D I used and see how it works for you. At that point it is a matter of getting an acceptable gap between the bed and nozzle.
I personally would recommend ramping up on the infill percentage. Probably to 15% or higher. It doesn’t have anything to hook onto, unless you are printing very, very very thin parts.
My thoughts exactly! You should try this, most likely will solve your problem.
Also you may want to check that this texture is not already present in the gcode, maybe preview the gcode and check if it has a similar pattern on the surface.