3/29
Afternoon all. I’ve started trying to print 3d Benchy tugboat as a way to verify print quality on new materials (#3DBenchy - The jolly 3D printing torture-test by CreativeTools.se by CreativeTools - Thingiverse). I started with PLA since its the material I’m “Best” in and the results are humbling.
Attached is a photo. Before I even get into if the dimensions are good I have to address the terrible state of benchy’s undercarriage. Any suggestions?
Note: I’ve printed twice at widely different extruder temps with the same results. Bed temp is 70°C, no supports, and fans are off. I am keeping fans off because they tend to warp larger prints beyond usability.
3/30
Ok so added some images that should hopefully clear things up.
Print 2: benchmark. fans off. no min time per layer. awful but finished.
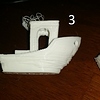
Print 3: fans on after layer 3. no min time per layer. failed before print completion.
Print 4: fans on after layer 3. min time per layer 1 min. way way better.
So the problem was that the previous layer didn’t have enough time to cool before the next layer came down. Thanks everyone for your help. I’m going to take dimensions on it and post to this thread.
Dimensions Target Actual
Bridge roof length 23 23.05
Chimney roundness - depth 11 11.84
Chimney roundness - OD 7 7.17
Chimney roundness - ID 3 2.07
Horizontal overall-length 60 60.23
Horizontal overall-width 31 31.13
Vertical overall-height - box 15.5 16.06
Vertical overall-height - chimney 48 48.5
Cargo-box size - OAW 12 12.26
Cargo-box size - OAL 10.81 11.07
Cargo-box size - inner width 8 7.58
Cargo-box size - inner length 7 6.75
Cargo-box size - depth 9 9.35
Hawsepipe diameter - thickness 0.3 0.21
Hawsepipe diameter 4 3.7
Bridge front window size - width 10.5 10.2
Bridge front window size - height 9.5 9.33
Bridge rear window size - thickness 0.3 0.26
Bridge rear window size - ID 9 8.6
Bridge rear window size - OD 12 12.09
Dimensional TL:DR: I’m over in the max material condition (maybe over extrusion?) and my height is all sorts of wrong (maybe stepper count issue?). As always any help is appreciated.
3/31
Alright so last night a printed a block that had ledges with widths in increments of 100 mm width, 50, 25, 12.5 and 7 (x axis) and noticed it seemed to nail the 100, 50, and 25 (within 0.05mm) but was terrible on the 12.5 and 7. I checked those against the thickness of the print (5 mm y-axis on every ledge) which routinely came up oversized regardless of ledge width. So my suspicion was that this inaccuracy was related to the perimeter/infill overlap settings in repetier.
Rather than fiddle with that setting I just printed the same block with 0% infill and 0 top layers and the problem went away. All values within 0.05 mm.
Also for the height I noticed top layers with small surface area tended to be raised on the infill. It was always along the edge where the infill met the perimeter. Again with the 0% / 0 print the height discrepancy went away.
I’ll try and calibrate more tonight. I’m hoping by writing all this up I can save some people some headaches in the future.