Hello all,
The fact that I am here means I am at my wits end. I cannot figure this out for the life of me. I am in need of your help.
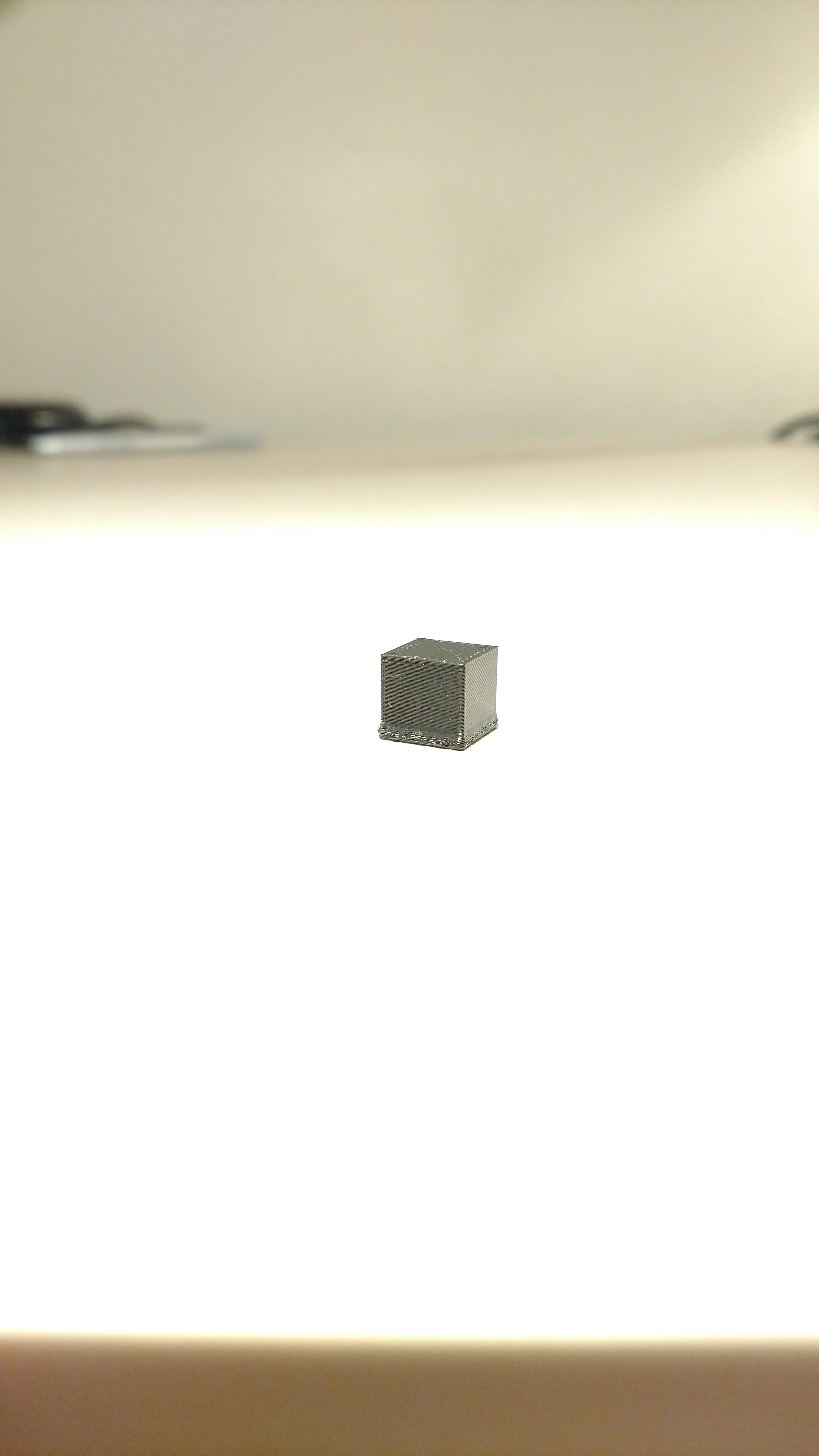
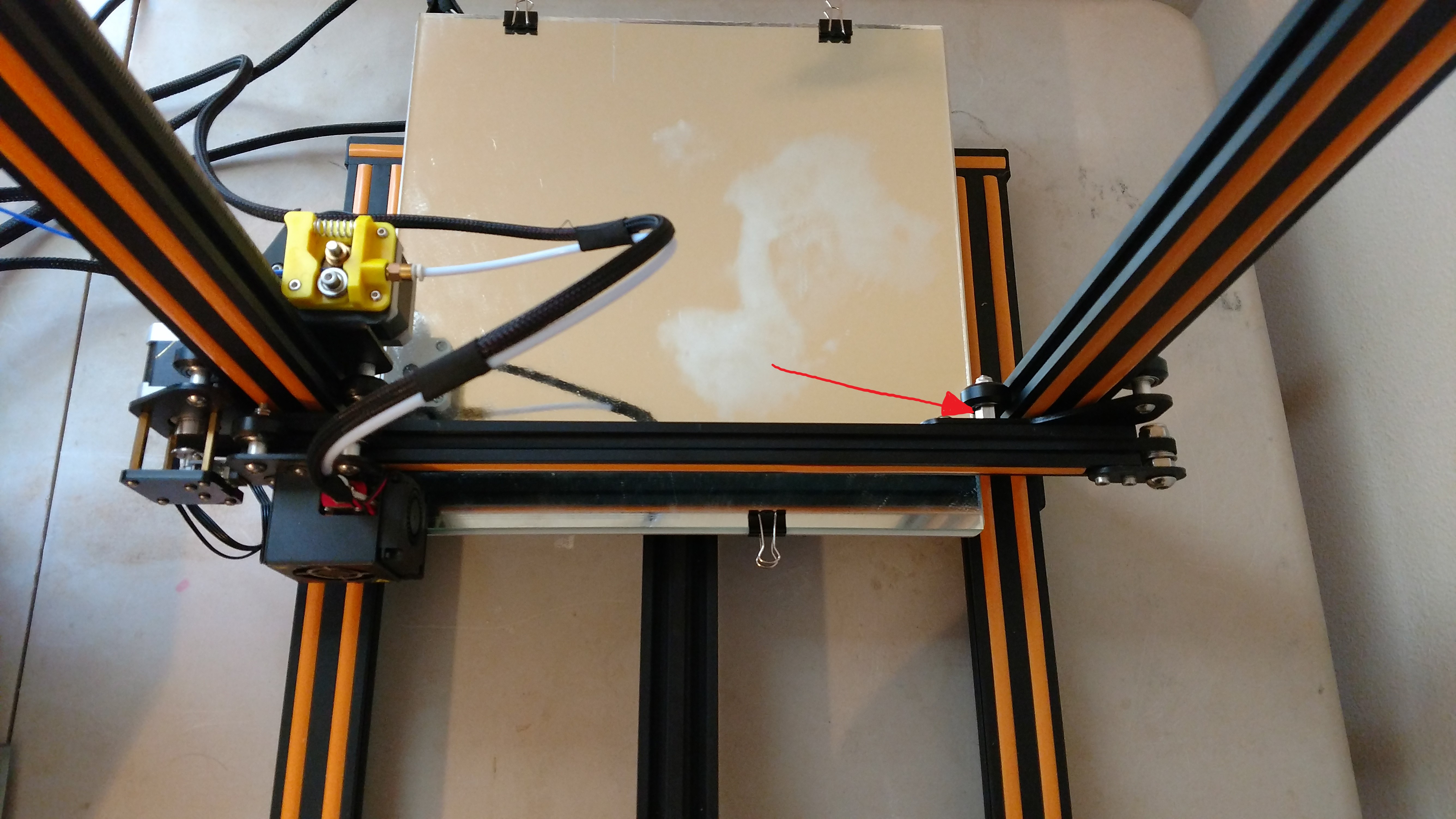
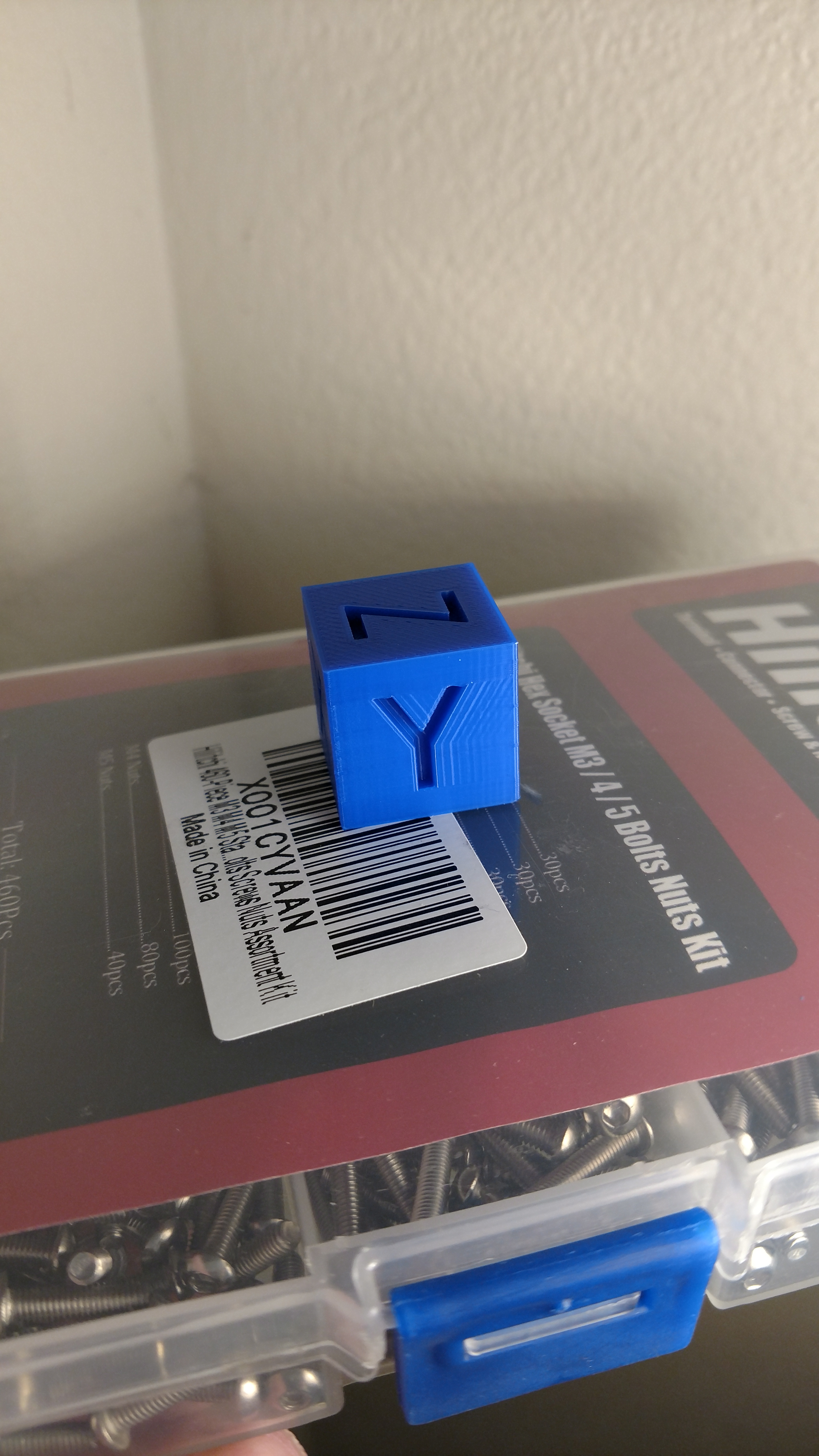
I received my first 3d printer about a week ago. It’s a Creality CR-10. After I figured out how to use it, I was getting really good prints but I always had this ring around the bottom layers that was rough. .4 layer would not produce the rough layers, but anything under .2 would. The included images are mostly .12 layer height. Here are the specs and then what I have tried to fix this issue.
Creality 3D CR-10
Nozzle .4 mm
Hatchbox 1.75mm PLA (Blue and Black)
What I have tried:
-I switch back from aqua net to painter’s tape to make sure that wasn’t the cause
-printed the same part at different layer height. .2 and up shows minimal. 1.5 and lower gets worse as resolution goes up.
-adjusted distance between nozzle and heat bed from one extreme (too close) to the other extreme (too far where the print wouldn’t even stick to the bed). No effect. Same issue.
-I had a couple of noob moments and scraped the nozzle across the bed. For this reason, I replaced the nozzle with the replacement that came with the printer. No change.
-I adjusted infill from 100% to 50% to 10% to 0%. There was a difference. 100% would be the worst and 0% would cause the least, but the over extrusion was still present.
-I changed from Cura to Slic3r but had the same affect.
-I disabled a bunch of features for one of the prints. Anything that I didn’t need, like retraction or z-hop, I disabled. Same issue, no change. I understand I am a little vague on this so I can perform more tests on request.
-Changed the heat bed to 0 degrees. No change. 60 degrees. No change.
-Sent Gcode command for 100mm filament. Measured 95mm. After several attempts, the closest I could get was 102mm. Figured, that was close enough.
-MOST NOTABLE: removed the bottom from print and the over extrusion was barely noticeable. You could still see there was something going on there with the lines but no blobs or bulging. I am not sure what to make of this or how to use the info to fix it.
I have tried changing a ton of settings in Cura, but I have to admit, I am still learning. I am technical in nature with electronics and mechanical stuff, but since I am new to this, I am probably making a noob mistake.
I was going to post some g.code but I have a mess of files. I am currently printing another benchy so I can post the g.code and the project file. Actually, what files should I post that would help you all determine the cause?




created
Jul '17last reply
Aug '17- 15
replies
- 57.3k
views
- 5
users
- 3
likes
- 5
links