I am printing Marvin, and his details are not coming well at all. I have tried twice, the first time with 100 microns, %10 infill, extruder temp:210 degrees C, Heated bed:55 degrees C.
The seconded one I stopped in the middle because it was looking very bad already, I printed it the same as the first decides I cranked up the Fan to %100 and Printed it at 200 degrees C for the extruder, and 55 degrees C for the heated bed.
I suppose that you’re printing with white PLA, isn’t it?
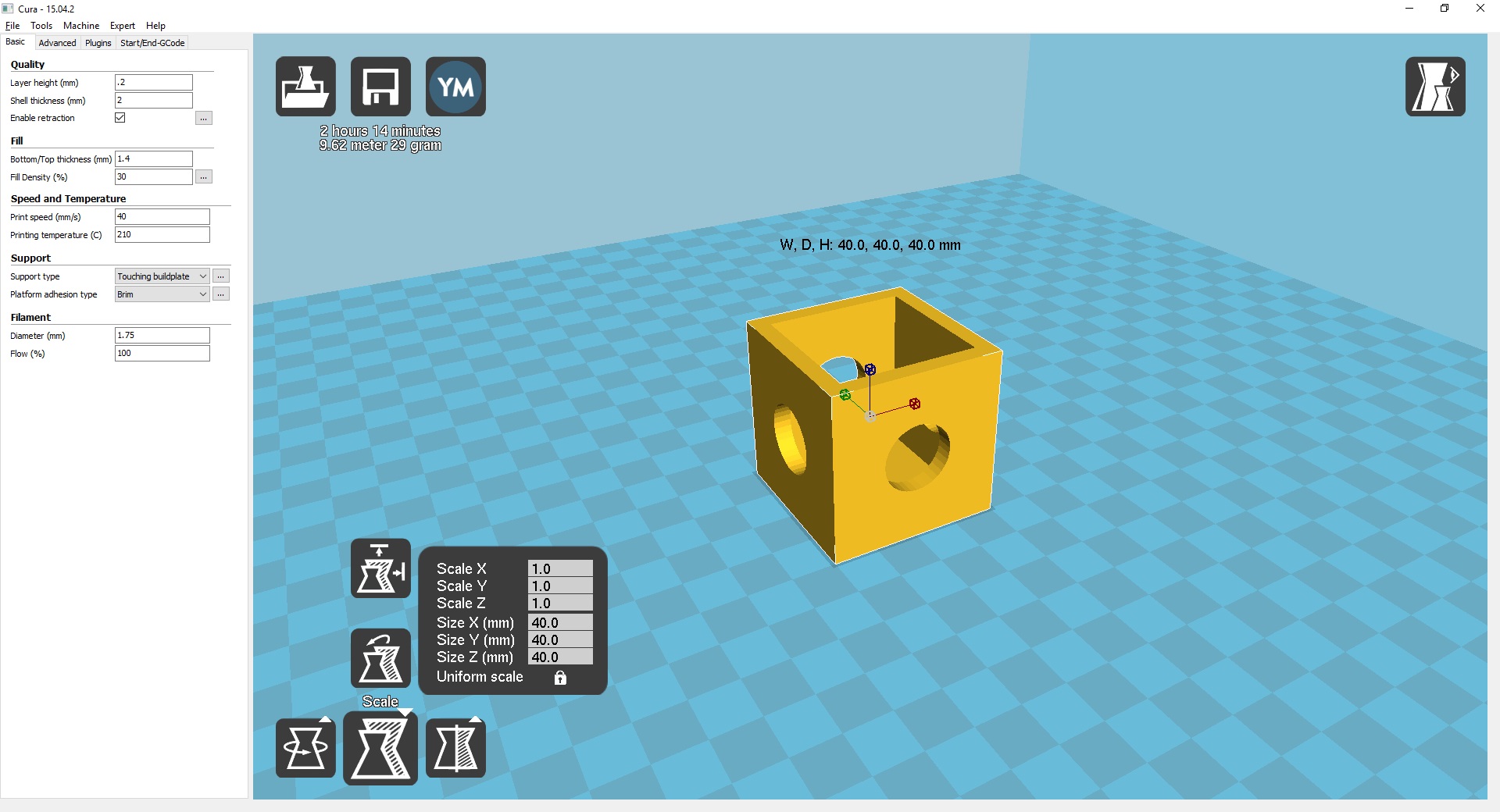
May I ask you to share a screenshot of all the speed, temperature, layers and so on setting?
Generally speaking, if you’re printing with PLA, I’d suggest slowing down the printing speed to 20-15 mm/s, setting the retraction speed to 20 mm/s and the retraction length to 3.00 mm. For the temperature, I’d try again with 210C
I see your extrusion width is set on “0.45”. On Prusa i3 MK2 the extrusion head is a 0.4 one. I think you are over extruding 12% too much material. Try following in “Advanced” tab:
You need to print several at a time, or increase your cooling setting, or you need to print a small tower. The issue is you are laying hot plastic on top of plastic that has yet to cool.
These are the settings I used for printing two Marvin’s at a time, It came out much better, but not good enough. Please let me know if you need any more settings. Also the caliper will be shipped tomorrow. Another thing is I just updated these pictures, as I had posted some of them twice. Also I changed the marvin pictures to a better picture.