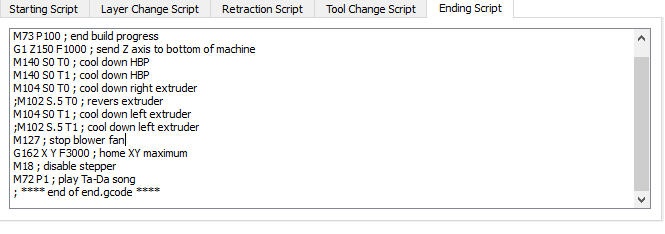
okay so i’m using simplify3d and my e3d cyclops hottend, at the end of the print i want to add befor it goes home, to relieve the pressure of the extruder so i dont have the end webbing and a huge dot on top of my prints. i truly have no idea how to use the scripts inside of simplify3d but its something i have to learn. the attached picture has the end script, and i’m trying to figure it out but am having no luck.
1 Like
In simplify 3d you can add your own g-code to the end of prints. In the profile you are using open the edit screen.
I think its in advanced > g-code > Ending script (or something like this). You will obviously have to write your own code for this.
In the picture it seems like you found the correct spot, but now look up how g-code is written and you would most likely want to add your lines near the top of that file.
Try adding this at the top of the ending script. G0 Xnnn (X axis destination, try somewhere near the end stop, ex. X11.5) Fnnn (whatever feed rate works for you.) Ennn (retract extruder 1mm.) Example of what it would be like. G0 X12.7 E-1.5 F1500. Or something similar depending on if your machines axis are inverted or not. Let me know if this works.