Hi,
Im trying to follow this tutorial on how to calibrate the 3D printer. I have the Vellemann Vertex K8400. On step 1 ( a bit down the page) it says to “_Do the ESteps/mm calculation. ( Remove the hotend from the extruder and heat it up. Send filament through the feeding hole of the extruder and tell the printer to extrude 30mm of filament. ) Measure the actual length extruded and get the: NEW ESteps/mm value = OLD ESteps/mm X 30 / actual extruded filament length measured. Store to firmware. Now we have a rough ESteps/mm value”
But how can I tell the printer to feed 30 mm of filament? No such thing on the menu on the 3D printer, can I then do this with Cura?_
I understand the point as I’m going to measure the unmelted filament that come out when I ask the printer to print 30mm. But I don’t understand why the hotend needs to be heated up for this…? Am I supposed to print a 30mm line?
SOC3D
3
If you have an LCD you should be able to extrude filament by moving the e axis. The guide is likely telling you to heat the hotend in order to overcome a firmware failsafe. Many firmwares prevent extruding plastic under a certain temperature as a safety mechanism. Below is my mini guide for calibrating extruders:
Step 1: Calibrate your extruder
- Disconnect your hotend from the extruder.
- Cut the filament flush with whatever fitting you have.
- Using whatever interface you use to control your printer extrude 100mm/10cm of filament.
- Cut the filament and repeat this procedure two more times.
- Measure the three pieces of filament. Get an average (add the three measurements and divide by 300).
- If your average is not close to 100 you need to change your extruder steps per mm.
- Take the current steps per mm and divide it by (your average/100).
- Repeat until you are happy.
Hi,
I’ve done some testing.
Results and settings attached.
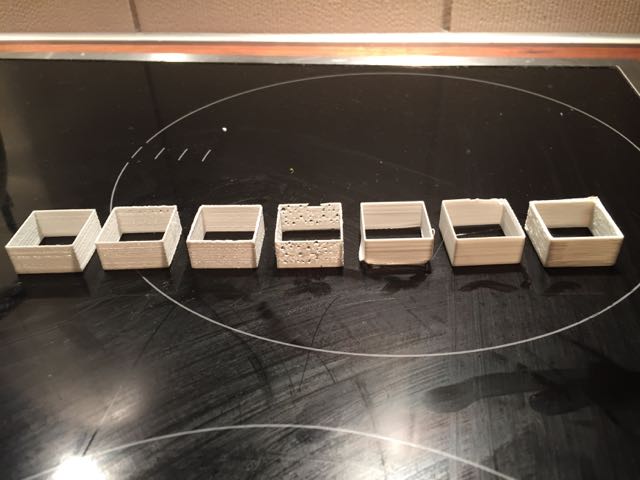
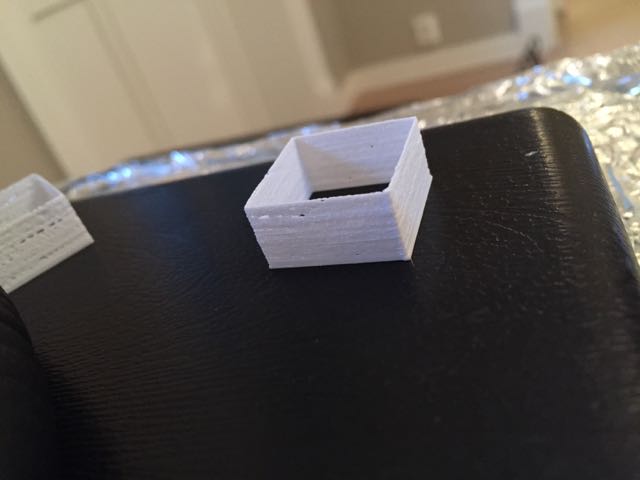
Pictures of the prints attached



Will test this tomorrow. Thanks for support
Hi,
I did the testing and came to 149 being the golden number for my estep/mm. Based on this I’ve now been trying to print 0.35 mm walls with both Cura and Slic3r. I’ve read a few tutorials and printed more than 30 examples, however Im not able to print 0.35 mm walls without sever under-extrution.
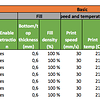
I’ve tried to adjust (current setting):
- Filament diameter to 1.72mm (which is the average I get when I measure about 10 times)
- Nozzle width is set to 0.35 mm (not tried to change this)
- Extrusion multiplier - tried between 0.7 and 1.1 - Anything below 0.95 give under extrution with the current “extortion width” settings
- Extrution width - tried between 0.25 - 0.5, seems like below 0.35 only result in under-extrution.
- Temperature - tried 200-220, seems like 220 is the best option so far.
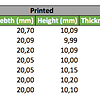
Setting where I get 0.35 mm wall, but under extrution (two walls at 0.35mm and the other to around 0.4mm)
- Filament diameter 1.73 mm
- Filament multiplier 0.80
- Extrution width 0.30 mm
Settings where I get 0.4 mm wall, and a slight under extrution
- Filament diameter 1.75 mm
- Filament multiplier 1
- Extrution width 0.35 mm
SOC3D
7
Talk Manufacturing | Hubs Is your nozzle .35 or .4? If it’s .4 set it to .4
Hi the nozzle is 0.35 mm. That is why I’m also trying to calibrate it actually be able to print this size. Thanks for linking to the tutorial, seems good. I’ll try to follow it.