Seems to mi the threaded rod is wiggling around. the spacing of the anomalies is the same as the pass of the the rod, periodical and even. That happens when the rod that rise the Z axis is excentric from the axis of the step motor.
you can check making a rise of the z axis and watching how much the z axis rod spins.
A simple solution is put some tape to make the union more fit. then check again, and make sure if the wiggling stops. If not. add some tape (one layer) on oposition og the two bolts that fix the rod to the step motor.
Make make sure the acme screw is co-linear with the output shift of the NEMA stepper motor. Your problem is most likely all stemming from the flex coupling. Mine took quite a bit of elbow grease before it was set perfectly. Hope my $.02 is worth while
Hi Matt, Simple Metal isn’t the best printer under $2000 regarding smooth surfaces, but these ridges are too much. As it looks the pattern is not homogeneous, check again your X and Y belts first – they need to be tensioned well (precise position repeatability) and secured by clip (two are better than one, do not smash the belt). Altough I have nice prints from my Simple Metal as you pointed out (gallery with samples: 3dhubs.com/brno/hubs/tom 21) I have also one very painful area which can cohere with your problem. I have to change (proprietary and with shipping and clearance costs to EU quite expensive) bearing blocks and rods quite often as the bearings are squeaking and scratching the rods, even with quality PTFE lubricants and from day one. As I have the 3rd pair of bearing blocks I presume the problem maybe somewhere in the construction (innaccurate holes on metal Y arm etc.).
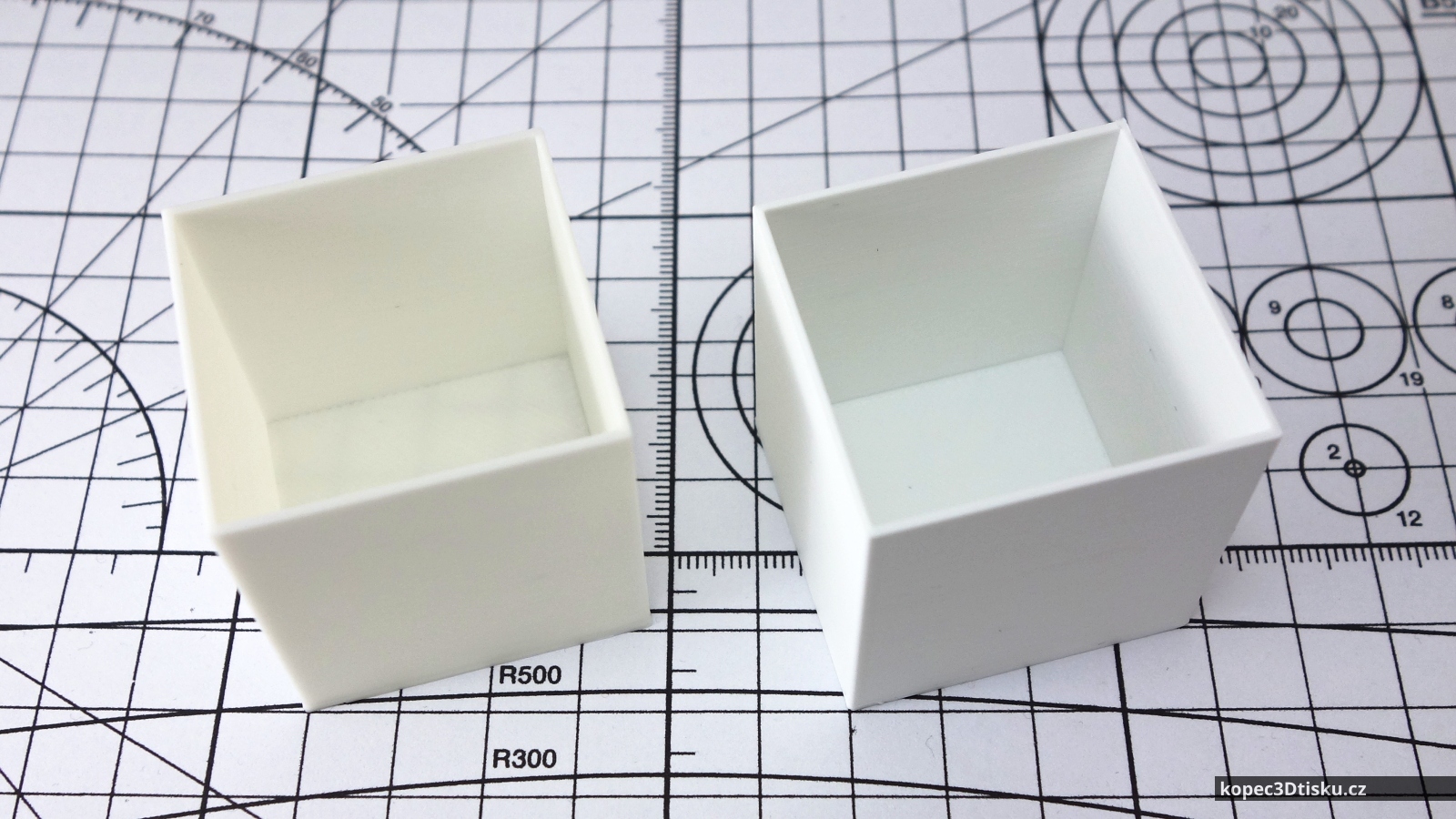
But back to your problem: Check well, if your X and Y moves with ease. Then check your belts if the teeth are not squeezed (too much of tension or after some time running). Then tension the belts properly and lubricate the rods (lubricant needs to work with metal and plastics, some of them can harm plastics; I use PTFE spray). As @JATMN proposed, lay your printer on some sturdy table, or try the floor when testing. Temperature is not a main problem with vertical walls (I print PLA on 190 °C, but I have E3D V6 hot end upgrade and added 120mm area fan). Try to pick up model with thin walls (0.8mm is good enough for 0.4mm nozzle) and try to print it when calibrating. I use my own model (check the attached picture) or you can use these great test models: www.thingiverse.com/thing:533472/#files 50 (those for resonance tests).
There are always some small wobbles on prints from Printrbot Simple Metal, but with right adjustment they look more like negligible pattern. I wish you luck you quickly find the source of problems (if you build Simple Metal from the kit, just check all mechanical joints).
This particular print used the Getting Started .ini file, which means the 0.1984mm layer height you mentioned. I will check on the belt tension - is there a good way to determine the right firmness?
That’s probably the most frustrating part of my experience thus far - I got an assembled printrbot. It might have gotten mishandled during shipping possibly. The part that holds the extruder came not parallel to the print bed. When I tried making my first print the print head dug into parts of the frame. After that, I read in other places that the bent issue is a no-go so I proceeded to bend the sheet metal to make it close to parallel as possible. In the process of doing so, I’m not sure if I might have messed something else up…