

It good you getting prints now, if you have steep overhangs then the quality may not be perfect. There are a few things that affect this including heat, try lowering the bed temperature (PLA can print without a heated bed on some surfaces) and ensure the part cooling fan is high enough to cool the filament fast, also the enclosure on your printer may be a hindrance because PLA is better quality when it cools fast.
Layer height also affects overhangs the lower the layer height the steeper the angle can be. You can also try increasing the extrusion width a bit this can help and it may also give better adhesion between layers. i use between 0.44 - 0.5 extrusion width on a 0.4mm nozzle. Also if you are able to choose the z seam position try make sure that it doesn’t start on a overhang if possible as this will help quality.
If you want your parts to be close to perfect on the overhangs you can use your second nozzle with dissolvable filament printing supports, this will take longer for prints but you should get a better finished product.
There is also an elephant’s foot that occurs on the bottom of prints this occurs from the bed being too hot and the first layer being too close to the bed, for PLA the glass transition point is around 60 degrees so id recommend this to be the highest bed temperature used. You can also lower the bed temp after a few layers as the weight of parts can also be the reason for the thicker bottom. if you cant get around this then you can use a deburr tool to cut away the extra filament.
On Thingiverse the 3Dbenchy model is good for testing you printers quality and seeing were defects occur, maybe give it a try.
Hello Adam,
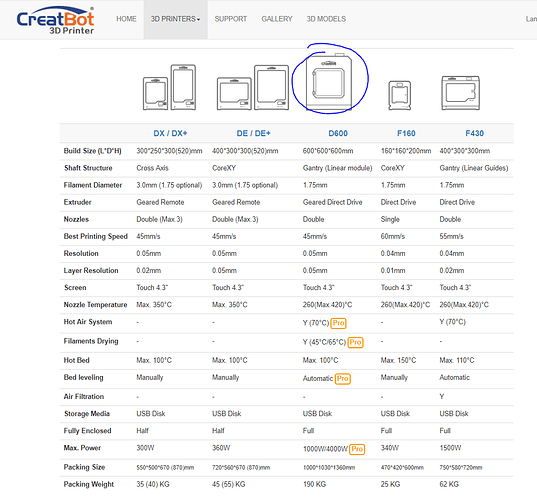
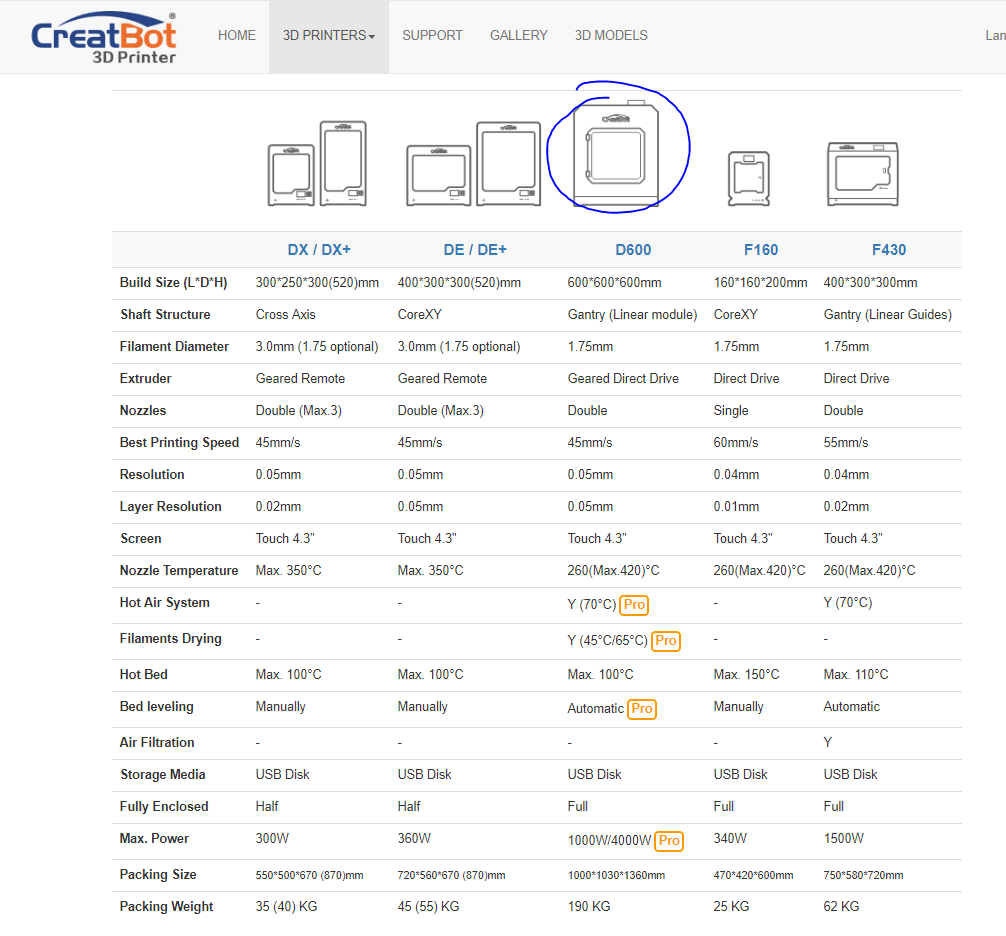
Do you use a D600? I can print the small stuff but nothing large. I have been reading that I should be using 3.0 filament for this printer. so I purchase it and it doesn’t fit the extruder even after creatbot support told me it would. FML LOL 3 weeks with this machine and nothing.
I don’t have this printer but most printers have the same trouble shooting, with a printer as high end as yours it should run no problem so not sure whats going wrong.
I added a photo of the creatbot website and circled the printer i assume is yours, on their specs it says 1.75mm for that model, some of the others support 3.0mm but not that one as far as i can tell.
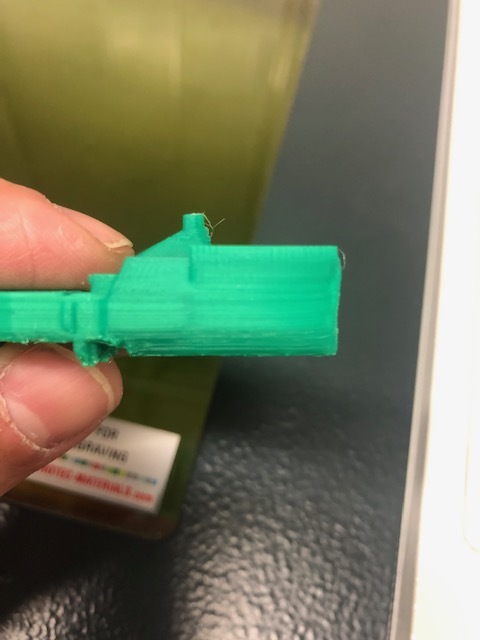
What in particular is going wrong now? if you post some pictures of prints i can give an opinion again. I use a low end printer myself so it took me a very long time when i started out because there are many more issues that can occur, It is usually something simple but with more trial and error you should get to a point where it will nearly never fail.
If the filament looks like it is under extruding then try all of these before your next print (raise the nozzle temp, lower the speed, check the extruder gear that comes into contact with the filament and ensure it is gripping enough and that filament isn’t stuck between the teeth, make sure that the nozzle is actually 0.4 mm as set and make sure the nozzle is unclogged before every print).
sorry for the late reply. I actually have it printing not but only able to achieve 40mm/s anything faster it doesn’t like. I will keep tweaking until I find the right setting for the machine. Support line hasn’t been much help since the machine comes from China and there are the only support.
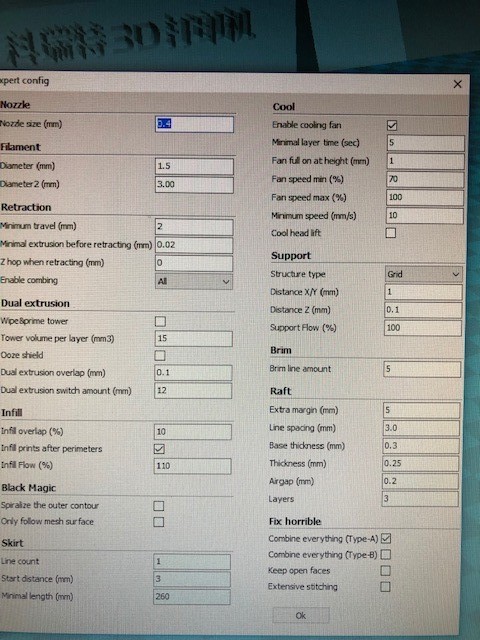
My printer has option for 3mm only it is only designed for 1.75. So I think it is standard setup for all their printers. What I have changed is
- set the printer to 3mm not 1.75 even though I am running 1.75
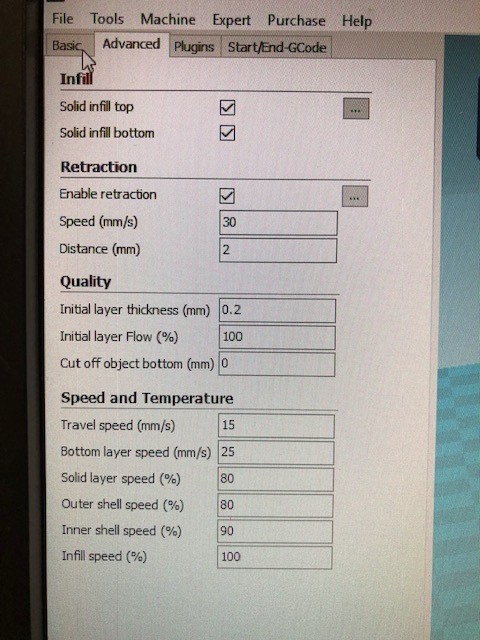
- turned of retraction and added Z hop .25
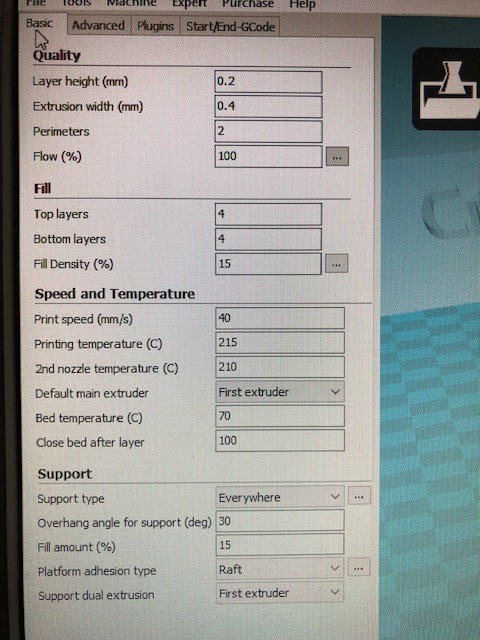
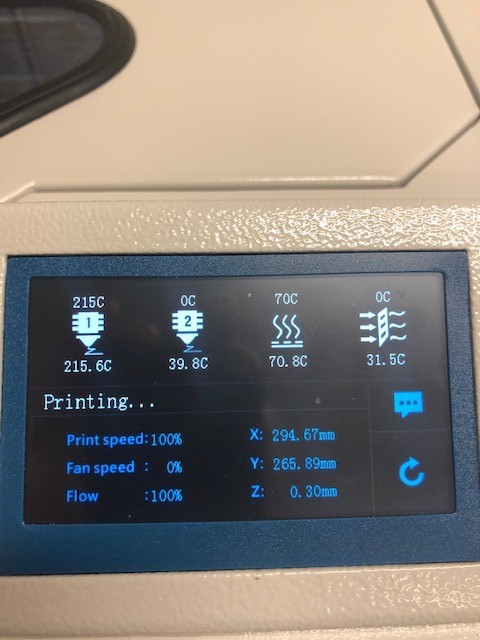
- heat 210c bed 60 shut off after 5th layer
- increase feed to 115%
- 30mm/s print speed
- extrusion width from .4 to .7
- extruder nozzle from .4 to .8
When this is finished I will try to increase print speed not really sure what to do. What I am printing now has cycle time 107hrs way too long. my piece 300x300x50. I need this time to be cut by more then half in order for this machine to be worth the cost.
any ideas?
Thanks again for all your help
Curtis
I’m sill not sure What ur problem is now, but I’ll try give a few tips for printing faster. If you want to send me ur STL file ur trying to print I can give try give a profile i would use on it. The filament brand may also be your problem.
Id also reccomend not shutting of your bed completly just lowering the temp after a few layers as a could make your part come off the build plate mid print and may cause warping. Also with PLA keep the printer enclosure open if you want to lower your part cooling fan as this will help with cooling the part faster.
the faster you set your speed the hotter you need to make the extruder as it needs to keep up with more filament being pushed through. this is different for all printers and it will take time fore you to figure out the sweat spot.
Becauee your printer is higher end than im used to your part cooling fan could be cooling down your nozzle too much resulting in jams, try tweak this.
Nozzle width is also a factor but if you go to something like 0.8, (also I would not reccoment changing the nozzle width in the slicer if you havent changed the nozzle, I assume I did but just making sure) then your quality will look worse and will require more heat as a lot more filament is extruded. The layer height is also a huge factor for example a 0.12 layer height will genrally take twice as long as a 0.24 layer height.
Some softwares offer adaptive layers when slicing and this tries to lower the print times a lot as it thickens layers on parts that dont require much detail, I use Cura and simplify3d. Simplify3d doesnt have adaptive layers but you can slice it with different layer heights at different parts manually.
retraction also adds time but for me it is a must for quality to stop oosing on travel. Your travel speed may also be low and this can be higher than other speeds as noyhing is being printed.
Your infill is another factor and wall thickness I use 3-4 peramiters 6 roofs and 4 bases and infill is usually 15%-20% higher isnt uaually required. You may also be able to increase layer height for infill and supports as quality doesnt matter when you cant see it.
FDM printers are know to be slow and you usually pick speed or quality with them, the part size you also described is quite large and it may end up you just have to deal with the longer print times.
Hi, we recently installed a F430 printer at my work and had the exact same problems.
The printing settings had nothing to do with the bad quality for us. I’m not sure how the D600 looks but for the F430 it has 4 leveling screws underneath the bed. Although the printer is equipped with a leveling probe you still want to make sure the table is leveled 0.2mm from table to nozzle. To get a good print this is important.
Simply just fold a paper or use a feeler gauge, approx 0.2mm and check that you have same distance between the nozzle and the table over the leveling screws. When this is done jog the printer to “Home mode/ All home”. Then jog nozzle to 0.2mm from the bed and check again with the paper. If you got 0.2mm do nothing otherwise you want to change the Z-servo value. Then move to home again and check and so on.
Hope this helps!