70% experience
30% logical thinking
20% luck
… oh wait
Hmm how to speed up the learning is a good question 
I’ve watched a lot of 3d printer guides (not reviews) as guides go into more detail about the 3d printer mechanics and working principles. Check out Thomas Sanladerer for example, also James Bruton does a lot of 3d printing, but doesn’t explain that much about the prints themself. Richard Horne (RichRap) is also very informative. I tried out a lot of materials and explore even more, therefore I know many material characteristics (when issues are caused by the material, not by the machine).
My first and only printer is the Leapfrog Creatr HS, which doesn’t cover it’s motion system, so i got a really deep insight into how the printer works.
Due to many engineering issues (just plain bad designs) I nearly completely disassembled the printer and assembeled it afterwards, I designed and produced a custom printhead out of aluminium and am working on a dual extrusion printhead with one bowden and one direct drive extruder.
I replaced the heated bed and the bowden extruders partially.
Basically any key part of the printer was disassembelled at least twice and sometimes (partially) replaced.
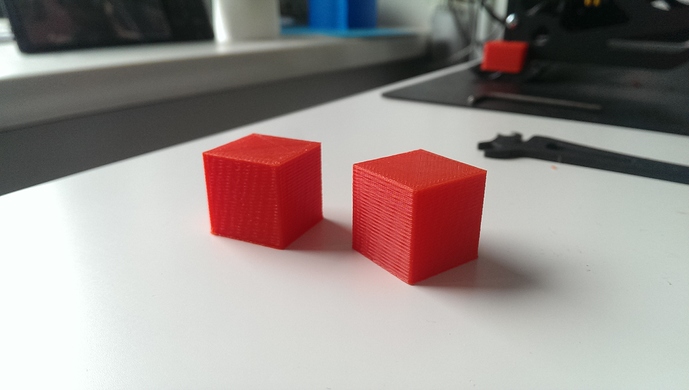
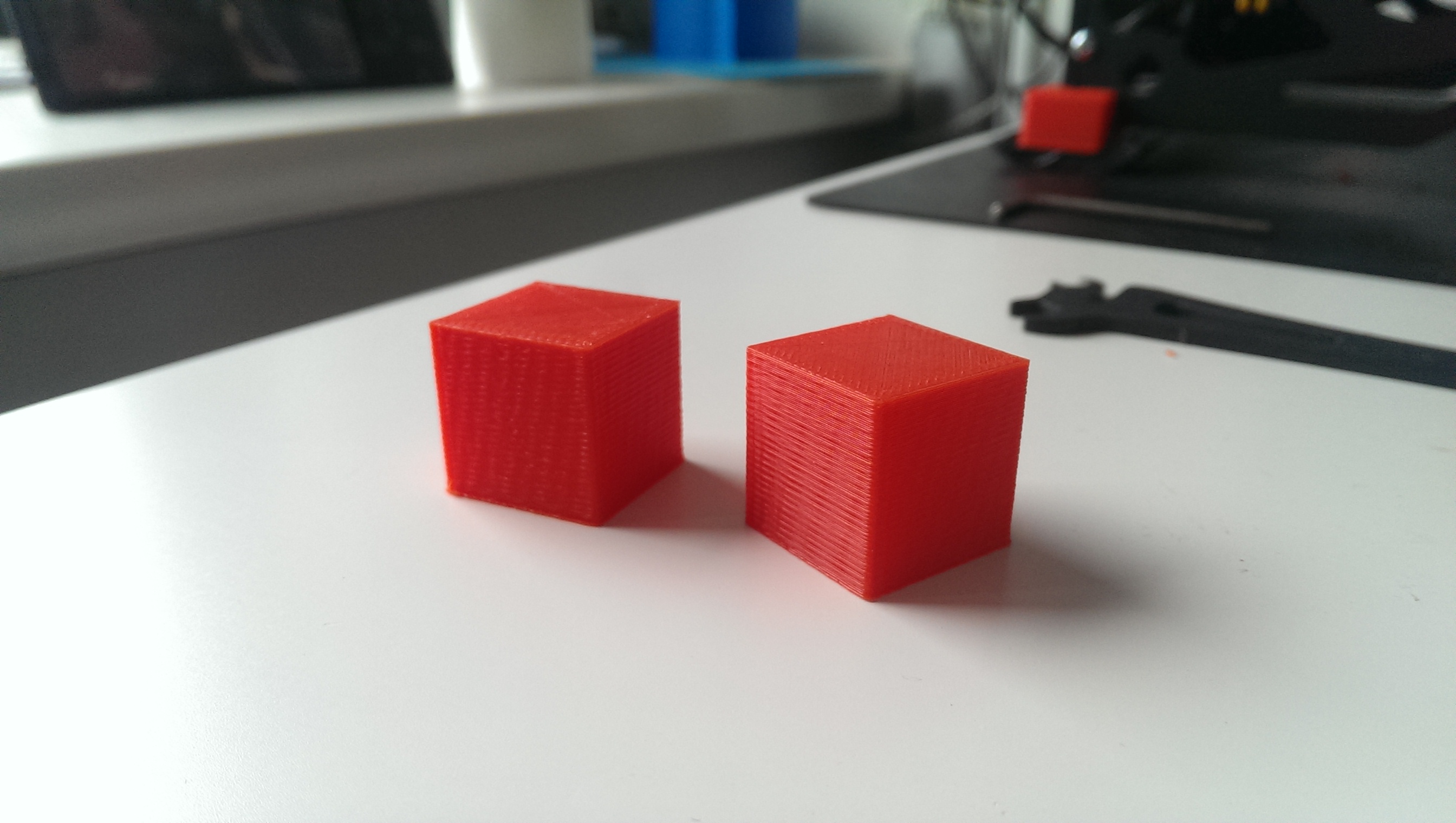
Very much observation and investigation is needed to get your experience.
Just starting a print and then rating it as “success” or “failure” will do less good to your learning curve.
Rather watch the first layer print, play around with ALL settings available and allways compare how the outcome changes.
Try to optimize the settings for your certain printjob and PRINT PRINT PRINT.
I now use an e3d chimera (e3d-online.com), which is an all metal hotend, meaning it has some benefits when printing really hot or exotic materials.
For example reading the material descriptions on Colorfabb will give you insight to which hotends are to prefer and which to stay away from (Copperfill should be printed on all metal hotends, …).
Compared to this check out the material description of Leapfrog’s “Hybrid” material, i guess it’s some kind of PET, but I have no clue so aside from the printer as the base of learning I wouldn’t advise Leapfrog.
I’m doing an apprenticeship to become an industrial mechanic and study mechanical engineering, which enables me to really dig deep into the mechanics and function of the printer. If you’re too scared to disassemble your printer that’s fine and this can end up pretty bad, so don’t force yourself to do it, just to learn something. However I would really advise that in order to learn how things are working and to understand what setting and part affects which other parts and settings.
May I ask since when you’re using your printer and what your base knowledge in terms of engineering (or similar) and 3d printing is? Also my father got a relatively large workshop, which is really helpful to have some tools to work with.
If you have specific questions regarding a part of the printer then feel free to ask, I’d be happy to help out wherever I can.
I’ll start a YouTube channel featuring 3d Hubs problems (so people having problems in talk), to have a source for topics.
Aside from covering all my 3d printer knowledge I would like to use this to have a collection of problems and solutions, however as you might have guessed doing an apprenticeship AND studying is very time consuming so don’t expect anything too early  I’ll definitely keep you guys updated via 3dHubs
I’ll definitely keep you guys updated via 3dHubs