I have some problems with under extrusion and that it stops extruding mid print. Very annoying. Now I’ve tried everything that I can think of and google. And sure, it’s better, but still not there. In the beginning of the fixing it was working for about 15-20% of the print, and now i’m up to 90% (annoying when I finally thought i solved the problem). Anyway, the same problem is recurring all the time, and i really can’t find the problem. All the parts are working fine separately, and nothing seems wrong.
It started when I printed a bad file which fucked up my printer and since then i dont manage to get it fixed.
The nozzle was clogged and the heatblock had burnt filament and the thermo coupler was broken.
I ordered a new nozzle, new thermo coupler, insulation for the heatblock and PTFE tube.
I got a PTFE tube that was too short (guider II seems to have a longer one than normal). And they said it was supposed to be ok anyway. It worked badly, so i ordered a new PTFE tube that i cut myself.
I have cleaned the nozzle, the drive gear and the heat block. (several times)
Changed insulation on the heat block
changed the thermo coupler.
changed the PTFE tube several times (once wrong size since they told me it was ok)
tried tightening the drive gear a bit
changed all the settings in simplify 3D according to their guide of under extrusion.
manage to print smaller files (for example a cube and a coaster i made), but not really nice results, looks like a bit of under extrusion even there.
the bigger files extrudes fine and sticks fine to the bed in the beginning. first it stopped extruding after about 10-30 min, now it was after around 3 hours.
Any ideas? I really have NO IDEA what’s wrong. Hope to be able to get some help here.
Is this a Guider or Guider II? Looks like you mentioned a Guider II.
No profile in S3D for the Guider II yet I don’t think.
First thing I would do is get Flashprint and see how that does. Also make sure that the firmware is up to date.
Took me a while to get a good working set up going in S3D.
What filament? PLA, ABS?
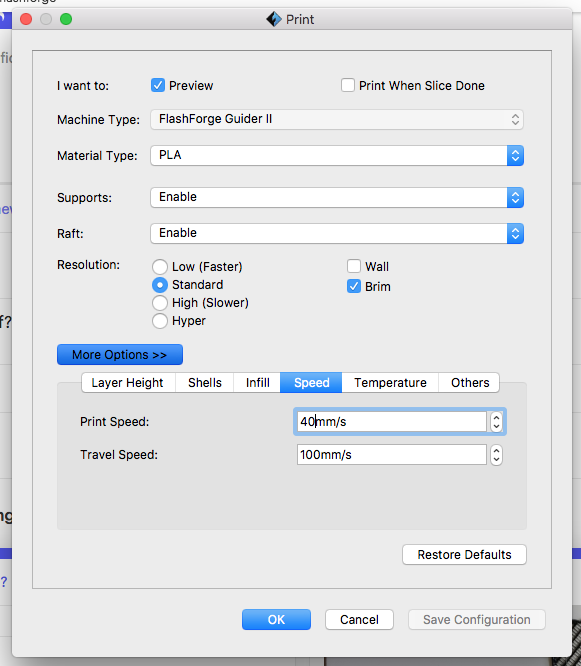
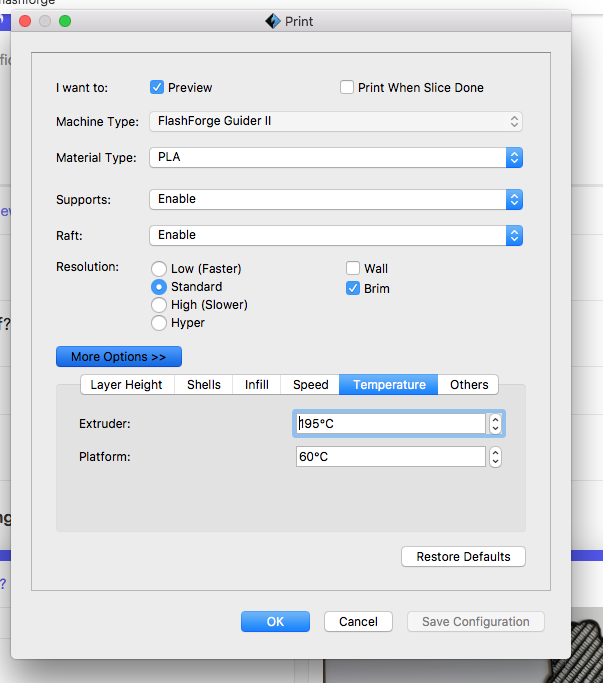
What print temps, speeds, retraction etc. need details.
Ok, 210 and up is pretty hot for PLA in general. PLA really falls into the 190-205 range. I’d go with 195-205.
Go with a 0.2 layer height until you get things running good.
Bed temp is ok but could go a little lower after the first few layers if the parts stay stuck.
Retraction: 1.2-1.8mm at 35-40mm/sec is a good range.
Extrusion multiplier is ok at .9-.95.
Slow the print speed way down, especially if it is a smaller part. I’d say 40mm/s max.
Leave the door open and the top off for PLA.
I think temps and speed are the main thing if the hardware is ok.
Thanks! I will try that! Since the hardware has been broken before, i haven’t had the chance to try so many different settings in the slicer. it’s a bit confusing when the “normal” profile is set to 210-220. I know i had lower temps on the ultimaker at school, but then it was a different printer, so i thought that maybe it was just me being a bit stupid. haha.
Hope the hardware is ok. When it has stopped extruding its always stuck when i try to unload the PLA. but i guess thats a part of the clogging. gonna try your changes and see if it gets better.
My initial thought on the under extrusion/clogging is what is called heat creep. Google it and see what it says.
Mainly applies to PLA. It is good to know about.
In my opinion it is a matter of filament now. It gets blocked because it in not well turned around its stand. Nothing due to the printer. Let me know if I am right.
Best of luck to you. My main things I do when things go wrong is -
0.2 layer height.
Reasonable extrusion multiplier but I think it is more of a fine tuning for smaller issues.
Modest heat for the filament.
SLOW down is the big one. I find I rarely print over 40-50mm/s but my machines run daily for customer prints so I like to take it easy on them and go for good quality!
hahanfry- nope. its working fine and smooth like that. and tried with several different filaments.
Still dont manage to get it right even with changing the temperatures. starting to feel like the suckiest person ever. but i really dont understand what could be wrong.
it was working for a bit, and then stopped extruding again. and then i cleaned and fixed stuff, and restarted, and then it wouldnt stick to the buildplate. leveled it again, severalt times, manually and with the auto. so then i got the level right, but then the extrusion clog started again. I really really dont get it.
@wirlybird
Been working on it all day again.
Tried different models. Tried with Flashprint and Simplify 3D according to the tips you gave.
The auto level hasn’t been working properly, so i made manual levelling. The level seems fine.
Trying the extrusion with “load” and it extrudes well. There is a small thing though, the filament is not blocked going down, but when i want to unload its stuck around the beginning of the heat block (around the beginning of the PTFE tube).
Tried to use raft to see if it could be just not sticking properly or i don’t know.
Anyway. It starts extruding ok, not perfect, but working. And then it stops all of a sudden, almost always in the same place. See picture. Changed filament as well. been dusting and cleaning in and around the printer.
Hey. Did you ever get it going? Foryour problem I would say its a faulty thermocoupple. Seemes you have a higher temp than it thinks. Therefor burning the filament and ptfe. Any boubbles or holes in the print?
Start with 200 degrees in nozzle, bed is irrelevant on the buildtak. 0,2 layer height, 0,45 extrusion width, 0,85 extrusion multiplier, full cooling and doors open. Speed around 40-50 mm/s. This should work perfect on any PLA. But it seems you have a faulty temp sensor.
@Solidified got it working. Seems like the files were bad and they fucked everything up. At this point (when i wrote here) i had already changed the thermocouple. After changing ptfe, nozzle, thermocouple, heatblock, and cleaning everything i got it working at 220 degrees with open “roof” and door. It doesnt seem to like files exported from fusion 360, but with some modification of the geometry it works fine
No problems without solution.
Thanks for the help!
That’s strange. I always use export function from. F360 to Simplify. Nice that you’ve got it going. I recently bought the Guider II myself. It’s a nice machine. Also got a Mosaic palette 2 for multi color/material prints.