Hi Everyone,
Last week we had our first webinar introducing the new Fiber-Reinforced Nylon HD materials, presented by Nick Sondej, a senior application engineer from Markforged. The full video is now available online, so head over to the Youtube below to watch 90 minutes of valuable insights on aluminum strength parts:
https://www.youtube.com/watch?v=r1v-Y0_Q32g
Webinar Q&A:
Q: does the fiber is also heated during the printing
A: Yes, the fiber and the nylon are both heated for printing.
Q: Any aeronautical company is using reinforeced nylon for manufacturing fixtures or tooling?
A: Yes, we have a few companies in that field using our printer listed on our website, and some of our case studies cover tooling and fixtures in other fields are available as well: Industrial 3D Printing
Q: What about the strength between layers, or layer to layer adhesion?
A: In pure tension, the layer-to-layer adhesion is similar to other FDM printers. The trick is that pure tension is actually very rare, and pretty easy to design around, so it ends up being very strong (delamination is not a problem).
Q: what is the max print volume
A: 320 x 132 x 160 mm
Q: Maybe i missed it, is your filament printable with another dual extruder printer?
A: No, the our filament is only compatible with our printer because of its properties.
Q: How would a part performed if exposed to a torsional force?
A: That depends on how it would be laid out in Eiger, the settings and fiber layout can be adjusted to optimize for the strength you need.
Q: the fiber has very high strength, how it is broken during the printting.when the materials changed to nylon Q: the fiber has very high strength, how it is broken during the printting.when the materials changed to nylon
A: Because it is a dual extruder printer, the fiber and nylon can be laid down on each layer. The nylon acts like filament on a normal FFF 3D printer, bonding based on adhesion when heated. The fiber is split up on each layer.
Q: whats the cost of the materals. and how fast does the material go?
A: The material use depends upon how much you are using the printer. Currently, our prices for nylon and fiber are availabe here: MF estore
Q: Is the printer capable to print hole in ZY or ZX axis. How is the finish/tolerance ? Will there be support inside the hole and if so, How is it remove ?
A: Printing a hole on the ZY and ZX is definitely possible. On those axes, the finish might be a little rough because it will use support material. The support material is just nylon that breaks off very easily. The tolerance is usually within 50 microns, but that depends a bit on context. The nylon does take inserts (threaded inserts, sleeve bearings, etc) well, though, if you need precision.
Q: How much does the printer and the Eiger software cost?
A: The printer prices are available here: Carbon Fiber Composite 3D Printer: Markforged Mark Two , and the Eiger software comes free with it.
Q: For the graph, is the test of carbon fiber to aluminum based off a part fully composed of fiber or the fiber-reinforced nylon?
A: All parts are fiber-reinforced nylon because the nylon is neccesary for the part to print, so the data is based off of fiber-reinforced nylon.
Q: Is there a way to make a fiber-only part without nylon, or is the nylon the bond between the fiber layers?
A: No, the nylon bonds the fiber so the fiber material must be printed together with nylon. Nylon can be printed by itself, though.
Q: can we make part, partly both has fiber and nylon, partly just has nylon
A: You can set it up in Eiger to select which layers have fiber and which do not, as shown
Q: How much is the weight of the filaments that you sold?
A: The filament quantities and prices can be found here: MF estore
Q: When would you choose each fill type? Can you give examples where isotropic would be better than concentric?
A: In general, isotropic gives a stronger part, especially in bending along the X and Y axes. Concentric is good for giving torsional strength, strength along the outer contours, or for very specific loading conditions. More detailed answer here: Onshape
Q: Without a seperate support material, how do you deal with overhangs etc? Without seperate support material can you print a circular object? Is it fully round?
A: The support material is still made out of nylon, but it is easily removable. A part may have a more rough surface finish with supports but it is still possible because the support can be easily broken off.
Q: can you customize fiber angles, if so is there maximum
A: Yes! You can create whatever repeating pattern you want. The details on how to do that are covered in this blog post: Industrial Additive Manufacturing Platform | Markforged
Q: can you explain how the fiber cut down during the printing during changing to nylon?
A: The nylon behaves as more traditional FFF 3D printing filament, and the fiber is cut and laid down within each layer.
Q: Is the printer capable to print hole in ZY or ZX plane (not axis). How is the finish/tolerance ? Will there be support inside the hole and if so, How is it remove
A: It is capable of doing so, and the resolution is about 50 microns. There will be support inside the hole, but it can be easily removed.
Q: Can the software quantify the strengths in the different directions you’re referrnng to? In terms of the various moduli?
A: No, unfortunately not. Doing those calculations on fibers and FDM parts in general is very hard to do with any fidelity. We have general guidelines for the moduli and strengths of the fiber itself, but the strengths and moduli of a specific part have to be tested to get a reliable answer.
Q: is it possible too switch from isotropic to concentric in the same print?
A: Yes, the fill can be adjusted within each layer of the print.
Q: Can we print a sheet with fiber on top and nylon on bottom. That design would allow flexibility in one direction and not in the other. (carbon fiber will compress but will not tension…) Am I correct ?
A: Yes, this can be set up in Eiger: what you would do would be to go to the internal view and only add fiber to the top layers.
Q: is there custom msachine available?
A: No, we currently only sell the Mark Two.
Q: How much does the z strenght differ?
A: In short, it depends on the part. In pure tension, the z strength is comparable to other types of FDM printing. In practice, z strength is very good for most parts because pure tension along the Z axis is pretty hard to come by.
Q: I have a question about how the isotropic fill handles layer delamination for small parts when you bend along z axis or twist along my axis?
A: Delamination is rare if not unheard of with isotropic fill. Generating the shear stress necessary to delaminate a part is pretty hard if the part is designed well for the printer.
Q: Is it possible to use other slicers at all with the printer? Not a fan of a propriatary cloud solution.
A: Because of the fiber reinforcement layout, other slicers wouldn’t work on the printer. Eiger is free with the Mark Two, though, if that is a concern.
Q: Is there an audit trail feature which provides the operator with confirmation that a specific amount of fiber was used in a print? This way there’s a higher degree of certainty that a part previously tested for strength with the same settings will be just as safe.
A: The Eiger software lists the amount of fiber and nylon used on the print once it is sliced, and by viewing print history this information can be recorded.
Q: Can you print a cube at the maximum volume of the printer or will warping prevent it?
A: Yes. It would take a very well leveled bed and it might not be easy, but warping would probably not prevent it (we have printed boxes that take almost the entire build area just fine).
Q: do we have some special method to cut down the fiber during printing
A: Yes, by adjusting the number of concentric rings or the number of layers fiber is laid out on, the amount of fiber can be adjusted by the user.
Q: The question was if at least non-fiber reinforced prints can be made with other slicers.
A: No, it can’t.
Q: Are the minimal wall with fiber limited by software, can they be tested still (by overriding the warning) What are the minimal wall thickness without fiber ??
A: With a single wall, you can get as narrow as about .75mm. with one wall on either side, the thinnest flat wall you could make is around 1.5mm. You can do this, but the surface finish will be pretty bad and the dimensional accuracy will be off.
Q: How do you level the build platform?
A: The build plate is manually leveled with thumb screws beneath the print bed.
Q: Why would it be difficult to print a cube nearing the max build volume?
A: If the print bed is not well leveled, a part that large might start to peel off the build plate as the bottom layers cool (as with all FDM).
Q: How do you prep the build platform before each print?
A: 1.) Level the bed with the traditional method of thumb screws and a shim (the printer walks you through it). 2.) Spread a glue stick over the surface (the help with adhesion). 3.) Print 
Q: Are you going to show some real example parts. We are running out of time.
A: Free demo parts can be requested on our website and we can send you a sample part: Industrial Additive Manufacturing Platform | Markforged
Q: What are the post part temperature ranges
A: You’ll be limited by the Nylon, which melts around 250C, and gets soft a bit before then.
Q: what is the build voume of the mark 2?
A: 320 mm x 132 mm x 160 mm
Q: Can you run cF on repraps
A: No, the fiber is specific to our machines
Q: How would a part (like a bicycle crank) wear when acutually used. I am thinking of where it attaches to the bottom bracket and to the pedals.
A: Depending on conditions the fiber used, it varies. Nylon will wear quickly, while Kevlar is very resistant to wear, and so on. For the bike crank, inserts are the best bet for the interfaces to prevent wear over time.
Q: How much lighter is a cf/Nylon part to a comparable steel or alumuminum part?
A: Because they are 3D printed out of nylon and fibers, parts tend to be a lot lighter than metal conterparts. It really depends upon the part - for the autometrix case study being explained, their cutting head was reduced in weight by about half a pound.
Q: Any hope to produce a boat propeller, impeller?
A: Impellers and similar things have been made on our printer by a few of our customers.
Q: If you print thread like the ball joint example. What thread profile do you make in your CAD. Nominal value or Nominal value less printer tolerance value ? Would you recommend that and does it require support ?
A: We recommend that instead of printing the threads, which can be an issue because of tolerances, you use threaded inserts, as explained here: Industrial Additive Manufacturing Platform | Markforged
Q: What is the dimensional accuracy of the M2?
A: 50 Microns
Q: How much are your machines?
A: It depends on the package you choose; pricing is available here: Carbon Fiber Composite 3D Printer: Markforged Mark Two
Q: "(as with all FDM)."FDM is strictly Stratasys equipment. The heated build chamber on their equipment preculudes parts peeling off of the build plate. You CAN print cubes at the full print volume
A: Heated chambers definitely help peeling, and the Markforged also gets pretty warm inside if you keep the hood and visor closed. A poorly leveled build plate can still cause peeling regardless. In short, the Markforged can indeed print a box of the full print volume.
Q: what is the price of material, per roll
A: Material pricing can be found here: MF estore
Q: what is the difference between professional and enterprise machines?
A: Our Enterprise machines can work with high strength, high temperature fiberglass
Q: Are the fiber roll sensible to humidity in a similar fashion than Nylon…?
A: The fiber rolls are not as sensitive to humidity as the Nylon and can be stored open.
Q: what type of maintenance and how often should maintenance be performed on your printers? Do your printers require wire changing on build plate heaters and motors that move.
A: Motors and wires should not need maintenance. The most regular maintenance you should need to do is cleaning the build plate after each couple prints and leveling the build plate once in a while.
Q: Can CF be used to span larger voides? This could be used to compensate for the lack of support material.
A: No, because the fiber must be surrounded by nylon to print.
Q: boat prop not possible, due to the X-Y layering?
A: A boat is certainly possible, but will probably need water-proofing because of how nylon absorbs water.
Q: How much time does the fiber add to a part’s build time?
A: Fiber is a bit slower to print, but depending on the volume of fiber you add it will change the time in different ways. Usually it’s about 40-50% slower.
Q: For a print that has works fine for a single print, reprinting it will likely suceed to what percentage of success
A: For a normal part, very close to 100%. Failures in reprinting usually happen because the part is not well fit for 3D printing.
Q: ie. a ball joint. How do you create a real smooth surface on the sphere?
A: The .1mm layer height itself creates a very good surface finish, and we have actually printed ball joints before with good success. A little sanding and/or coating can fill in the small ridges betweent the layers for a superior finish, but the raw print is usually good enough.
Q: just wondering if the presentation and q/a are recorded for later reviewing?
A: Yes, the full presentation is being recorded and ill be available.
Q: Can you give us a sense of how much more a reinforced part costs compared to a non reinforced part?
A: The pricing really depends upon the part and the amount of fiber in the part - the fiber is more expensive, but less of it is usually used.
Q: IS black Nylon comming soon ??? I heard It is coming soon ??? What bundle will have access to black and Why ?
A: We do not have black Nylon, but the Nylon can be fairly easily dyed or painted black.
Q: Boat propellerspecifically, I could see a small one bing possible, but what size limit before it becomes not viable?
A: when the cross section on the propeller blades on the XY axis becomes thinner than the machine can handle (~3.9mm with fiber, ~2.9mm without), you might start struggling with surface finish. Since propeller blades are tilted though, you can get the wall of the propeller a little thinner than that and still have a thick enough cross-section.
Q: Which coating do you advise to smoothen the surface?
A: Fine grit wet sandpaper can get you a smooth finish and remove surface defects, but usually the part surface finish is pretty nice.
Q: Do you continue to support adopters of your technology be offering upgrades or discounts when you introduce new systems?
A: Yes, we do!
Q: Does Eiger come with the Mark II or is there a separate licensing charge for that?
A: Yes, it comes free with the Mark II
Q: Can we order a print of the hacksaw?
A: Blog Post Nick was talking about: https://markforged.com/3d-printing-tools-fixtures-hacksaw/
Q: Does Eiger work exclusively with your mark forge printer or can it be used with other printers like the makerbot or other?
A: Eiger currently only works with Markforged printers.
Q: What happen if the printer is not working at the original state ? Do you accept return for calibration/adjustment ?
A: We’ll definitely respond to any issues with the product if you recieve a faulty one.
Full video transcript:
George: Hi everyone. Thank you for all joining today. My name’s George. I am the current business development manager at 3D Hubs. It’s my pleasure to bring to you our first webinar where we’ll be discussing our new HD material, fiber reinforced nylon. I’ll be introducing to you now, Nick, who is senior application engineer at Markforged, the company we’ve partnered with to bring this great material to the platform. Now, I’ll pass it over to Nick who will be able to take it away and talk through some of the exciting things you can do with this material. Thank you very much.
Nick: Hi everyone. Good morning. Good afternoon. Good evening. Wherever you happen to be across the world. Just want to give you guys a few logistics things right now. If you have questions, please use the questions dialogue or screen on GoToWebinar’s control panel. If you see, there’s a questions tab. You can submit a question there. One of us will either get to it immediately and answer you or we’ll bring it up back in the webinar. This is going to be the easiest way. There’s a lot of you guys, so it will be the easiest way for us to get information out to everyone. We are recording this webinar, so we will post it online in a few days so that you guys can go back and refer to it or if you want to send it to anyone who’s interested to see it, we’ll have it available. I think that’s about it.
We’re going to do about maybe a 20 or 30 minutes of just talking about Markforged and what we can offer, and then I’m going to actually show you a demo of our Eiger software to give you an idea of what goes into actually making a fiber reinforced nylon part, and then finally we will go through just a few customer stories and actually then give you time to answer some questions, and hopefully you guys find it useful. With that, we’re going to get started.
We’re Markforged. I am Nick Sandej. I’m a mechanical engineer here at Markforged. I’ve been here for a little over 2 years now. I started out by actually building a lot of our automated production lines in-house. One of the things we had as a really small company about 2 years ago was that we were a little bit understaffed and we didn’t have enough CNC machine mill bin with actually to produce a lot of parts for the amount of manufacturing lines we needed, so I actually ended up finding myself using our Mark One printer at the time, using about 8 of them to print a bunch of parts, to actually build these manufacturing lines. Through that, I really learned how to use the Mark One and eventually Mark Two printers for engineering applications, and I’ve been pretty much doing that since, helping customers figure out what’s the best way for them to develop an application, what’s the best way for them to find a lot of value in one of our printers. That’s just giving you a quick background on that.
Joining me today, who are going to help answer some questions, we have Alex Crease and Myles Cooper, two of our application engineering team. They’re going to either help answer some questions directly or get me those questions in a bit so we can answer them at the end of the presentation. If you get some help out, you’ll probably get some help from either them or George today.
Before we go into our printers, I want to give you a quick background about why Markforged does what we do. Looking around you, there’s products every day in the world, whether that’s the computer your sitting behind today, whether it’s the chair that you’re sitting in, whether it’s the car you drove to work today. There’s a lot of products in the world, and all of them are made up of parts, a lot of parts, in fact. It could be thousands in the case of a car. Each one of those parts is the end result of a long line of prototypes. Each one of those prototypes, especially in the case of metal parts, had to go through a machine shop, so that means out of those thousands of parts, there may be tens or dozens of prototypes for each part, and all of them had to go through Frank.
Machine shops are great, but in terms of speed, it can take a week to five weeks in some places to get parts back. This is why hardware companies iterate a lot slower than software companies, just because any time you need to do prototypes, especially if you don’t have in-house prototyping and machine equipment, you have to send it out to a machine shop, and that can be weeks to come back and you can imagine it quickly builds up. To give you an idea, even once you’re done with the prototypes that’s not the end of the story because you then have to tool up parts for manufacturing.
Let’s take a look at an iPhone, for example. Not only do you have to develop all those prototypes of the parts in it, but then you have to develop tooling for machining the inside of the iPhone, machining the outside of the iPhone, finishing operations, polishing, grinding, all that stuff, and then finally inspection. That’s not even it. Then you have to do tooling for assembly. There’s all these different steps in the process and all of them have to go through a machine shop in many cases, and that really slows down the process.
In the 80’s, 3D printing came around, and it was great because all of a sudden you could printer plastic parts in your own office, in your own development area, a lot faster than having to send them out for a machine shop. It cause engineers to be able to iterate anywhere from 40-90% faster and actually see physical parts in their hands much quicker than if you had to go through a machine shop, but the only problem with that is that even today, you’re still talking about a lot of plastics. On a manufacturing floor like this, a lot of plastics aren’t strong enough or aren’t robust enough to be up to the task to deal with actually holding up to industrial environmental conditions these days.
That’s where Markforged came in, and we answered the question have you ever 3D printed a part that wasn’t strong enough? For some of you, it may be that you haven’t done 3D printing before, but maybe it’s have you ever worked with a plastic part that wasn’t strong enough? That’s really where Markforged fits in these days is that we’re making printers and essentially an entire solution to allow you to produce functional prototypes and functional parts much faster in-house and much more affordably. We’re here to make your engineering design cycles and prototypes, even in these parts, able to either iterate a lot faster on those.
To just give you an idea of the strength we’re talking about here, because we are high-strength 3D printer, but some people don’t quite have the right order of magnitude of what that means. Just to give you an idea, this is a video of a part that our interns printed last summer, and they wanted to be able to lift a cement truck, so they decided to design a chain link that was going to be capable of lifting 10 tons. Just to give you an example of that, that actually almost overloaded environmental Instron. It was about 50 pounds away from basically the safety systems cutting in and stopping the task from proceeding because it would have overloaded the machine. That’s a heavy-duty environmental Instron. That’s a carbon fiber reinforced nylon print that was printed on one of our printers in-house. When people ask, “What’s strong for Markforged,” that is the order of magnitude that we’re talking about.
What we produce today is the Mark Two printer. It’s the first engineering grade desktop 3D printer. We are actually producing industrial strength parts really quickly and at your desk. We do the whole thing. We do the materials for the fiber reinforced nylon. We do make the hardware, and we also make the software. I’ll show you Eiger in a little bit. Eiger’s our proprietary slicing software that’s included with the Mark Two. I’ll show you why it’s so powerful. It really enables you to actually print a fiber reinforced nylon. People use this for functional prototypes. They use our printer and materials for tooling and fixtures. We have even had some customers that are using end-use parts for drones, for camera equipment actually, for quite a lot of different things.
To give you a short version of how it works, we have one printhead, two nozzles on our printer. On one side, we’re printing nylon and what’s called FFF or fused filament fabrication. If some of you guys have already done 3D printing before, it’s exactly similar to how a lot of desktop 3D printers print parts today. That prints parts in nylon. We also have a second nozzle that does our fiber side, so it is truly a continuous strand of fiber reinforcing these nylon prints. The right, you can see some of the fiber pass in this part, which is a carbon fiber reinforced nylon. It’s actually a universal ball joint.
In short, what this does is we start printing a part in nylon, and then where in our software on which layers you’ve selected to have fiber reinforce the part. We actually automatically switch over to the fiber side. It automatically switches over to the fiber tool head, and it starts laying down a layer of continuous strand fiber. That can be carbon fiber. We do carbon fiber reinforced metal. We do Kevlar reinforced metal. We do fiberglass reinforced metal. That actually lays down. You get the full tensile strength of that strand of fiber in your parts.
You got one part, but you’ll actually have thousands of small continuous fibers reinforcing it. It is a bundle of composite fibers that you’re laying down, melting into the part. Just some tech facts. We do get down to about 100 micron resolution in the Z direction, so it is a very, very fine Z resolution, and you’ll find that we have very smooth exterior surfaces because of that. All of the fibers, except carbon, can do 100 micron layer resolution, but carbon fiber’s a little bit thicker. It will do 125 micron.
We also make our own material. These are advanced engineering materials, so we’re much, much stronger. We’re an order of magnitude stronger plastic. You’ll actually notice in this graph, this is specific flexural stress versus strain. You’ll notice that carbon fiber’s actually stronger than aluminum on a specific strength basis. The carbon fiber we’re using in our parts, basically if you reinforce a part with this carbon fiber, you’re actually printing a part that’s stronger than aluminum. We also make a bunch of different materials that we see here. Our fiberglass, our Kevlar. We actually have a high-strength, high-temperature fiberglass that we recently released. You can see that all of these are much, much stronger than both ABS or nylon. We print in nylon. ABS is often compared to us, and you can see that with the fibers, you’re producing a whole different magnitude of strength.
George: Sorry. We’ve had a few questions come through, so I thought I’d just fire away. We have a question from Christian, which says, “What extruder temperature is used with the Kevlar filament?” There’s a similar question also, which asks whether the Kevlar is heated during the process.
Nick: Yup. Let me back up just a little bit then. Sorry about that. Our composite materials all use the same process. Whether it’s Kevlar, whether it’s carbon, whether it’s fiberglass, they all go through the same nozzle. We sell spools of material. It’s actually pre-treated with a compatible resin matrix. You’re essentially just laying down that fiber into the part, and you are melting it, so you’re melting the compatible matrix materials surrounding it and melting that into the part. The temperatures are from the mid to high 200 C, and you’re not melting the fiber itself, you’re melting the plastic surrounding it and melting that into the part. Does that answer the question? I guess we can’t get feedback on that, but if that doesn’t answer the question, just submit another question, and I’ll follow up more on that.
George: Thanks, Nick. I’ll keep track of the questions. For anyone on the webinar at the moment, I’ll keep firing in with more questions.
Nick: Absolutely. Thanks for the question, Christian. Basically, we have this advanced technology, but we want to make sure that it’s easy to use. What you’ll find is that a traditional slicer for 3D printing basically takes a 3D model file, and we use the same thing. You start with a 3D modeling in your favorite category package. Your next part’s an STL. The problem with traditional slicers is that they don’t actually care about really what’s inside the part very much. They’ll automatically generate a nice, sparse infill, but other than that, they can’t really control layering inside the part. That’s important to us because we are actually reinforcing inside of a part. We want to know basically where those paths of fiber are going to go.
We actually had to write our own slicer. Our software’s in the cloud. It’s called Eiger, and it basically makes it really easy for you to take your already modeled part, upload it into our software, spend no more than about 5 minutes in our software configuring your part. I almost never spend more than 5 minutes in Eiger. Then, kick it off to the printer, and then you can just walk away. Really, what it does is it’s helped a lot of our customers leverage their engineers because you already designed something. Now, all you have to do is spend a little bit of time configuring the fiber and then just go and use it. I’m going to actually show you, right now is a good point to show you, what our Eiger software looks like.
When you submit a part to a 3D hub who has a Markforged printer, this is the software they’re going to use to actually configure your part. This should give you some idea of what they’re looking at when they do this.
George: We actually have another question. Sorry to interrupt again, Nick. One says, “Can the software be used offline as well as online?”
Nick: Yeah. For our two higher end kits, we do have a local storage option that does not require a connection to the Internet to actually run. It does require a connection to the Internet occasionally to update for licensing just to make sure that you actually have the right license and most up-to-date version, but it stores all of your data on your computer and it does not actually need the Internet connection to do any slicing, so it’s generally especially for people that have sensitive applications and want to keep their data locally or have poor Internet connections, that is available. It’s available with our mid tier and our high-end kit. I can go into that later, but basically anyone who has a ability to print Kevlar with a professional kit or to print more exotic materials with our enterprise kit, they’ll have the ability to use an offline version.
George: Sorry. We had another question come through about the software, so I thought I might as well throw them all in there now. Can a model that’s generated by Eiger with the fibers located, can it be exported to FEM software?
Nick: Currently, it cannot. That is something we’re looking at potentially down the road. We probably wouldn’t do it ourselves, but we would probably partner with another company that does FEA and specializes in FEA. It’s nothing on the road map right now and we don’t have that option available right now, but that is definitely something that we’re interested in pursuing down the road.
What I will say is that a lot of times, even when you’re producing a part out of aluminum in a traditional mill, as an engineer, I don’t think I’ve really used FEA ever for aluminum parts like that. There is obviously certain areas where it makes sense to actually do a lot of hardcore FEA, and I completely understand that, but in many cases, the same way that you figure out how strong an aluminum part is or how strong you need an aluminum part. It’s trying a couple parts the first few times you’re using it, and then you quickly gain an understanding of the strength. That’s generally seemed to work for most of our customers. Once again, I will say that it is something we’re interested in, but right now, it is not a feature we can offer.
George: Thanks, Nick.
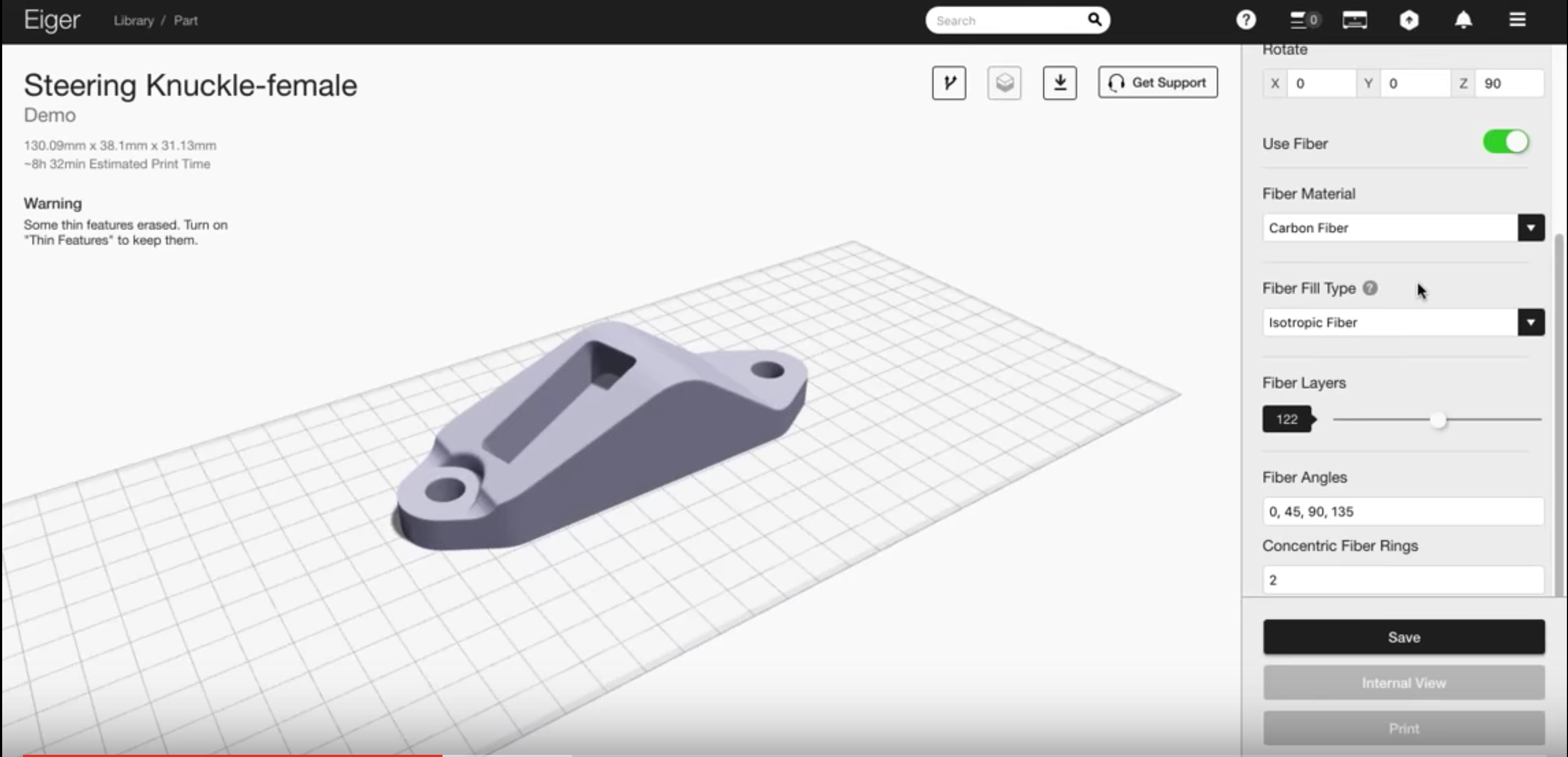
Nick: I’m just going to go in and show you guys some more of the software. Right now, yeah, we’re showing Eiger. Right now, I’m actually in our Eiger library. This is what you’ll see when you go into the Eiger for the first time. We’ve uploaded some parts, but generally there are a couple preloaded parts in here. This is your library of parts. We’re actually going to touch on this a little bit later in the presentation, as well, but I’m going to go into this steering knuckle here. This is actually a part from one of the race car teams or, sorry, the human-powered vehicle team at Olin College nearby. Markforged is actually in Boston, so there’s a lot of local universities that have really cool applications that we’ve been working with. This is from Olin College’s human-powered vehicle’s team, the steering knuckle for the actual steering of their human … It’s a vehicle that they’ve designed.
This is what the screen you’ll get to or you’ll see when you first import an STL into Eiger. There’s a lot of the same options that you might see on the right hand over here. There’s a lot of the same options you might see in a traditional … We lost audio? Can everyone hear me?
George: Yeah, I can hear.
Nick: Sorry about that. Alex and Myles have just let me know that apparently we lost audio for a second, but we’re good now. With Eiger, there’s a lot of the traditional features you’d see in a normal slicer on the right over here. If I import an STL, it’s exactly the screen I’m going to get into. I’m not going to import one because it’s going to bring us right here anyway. There’s a couple things you can change off the bat. Rotations, orientation. We have obviously the Mark One and now the Mark Two printer, so that’s slicers for the Mark Two, which has the ability to reinforce a lot smaller parts with more fiber. This is fairly standard, but then you get over here to the use fiber button.
At this point, that’s something that you don’t see in any other slicer program. Really quickly, it’s going to be off by default when I first start this or first import this file, but I want to reinforce this guy with carbon fiber because I know this part’s going to undergo a lot of stress, and I need it to be a high-strength part. It’s as simple as clicking use fiber. For my fiber material selection, I have my access to all four materials. I’m going to leave it carbon fiber for now. It has also has two fiber fill types. It’s isotropic and concentric. This is also really important to strength property.
Concentric fill basically will follow the external geometry of a part. If you have a part that has curvy, specific geometry, concentric fiber fill will attempt to lay down fiber in the part just following that external geometry, starting from the outside and just working its way in based on how many concentric rings here that you’ve specified. You can go from 0 to basically as many as you want, up to 1,000 or whatever. It’s basically going to say use as many rings of fiber as possible up to that number. It may not be able to fit all those rings of fiber in a part, but it’s going to try up until the point that it runs out of space to do so in a given layer.
Also, you can choose the amount of fiber layers that you have in a part. This bar right here, from this external 3D view, is basically actually just going to give you a couple options. It’s going to give you the ability to add layers of fiber in a sandwich panel-like configuration, so top and bottom of the part, and it’s going to make it really easy if I want to just max out the part, I can just slide this bar all the way to the right and I’ll completely fill this part with fiber for the strongest part possible.
This is cool, but even more interesting fill type is actually our isotropic fiber fill type. If any of you have ever seen a traditional composite structure, whether that’s a carbon fiber hood for a car or a carbon fiber paddle or a carbon fiber boat, carbon fiber car, airplane, drone, any of that kind of things, you’ve seen that woven pattern. That’s that square weave pattern of traditional carbon fiber. The reason they make carbon fiber in those woven sheets is it makes it really easy in a nice form factor to lay on carbon fiber in a unidirectional pattern so the fibers are all going one direction. In the case of a woven sheet, it’s actually two directions at 90 degrees to each other. It’s really easy for you to quickly stack up layers of fiber in a sheet with that form factor.
We’re printing a single strand of fiber at a time, so we can’t do a whole sheet weave or a whole sheet at once, but what isotropic fiber will actually do is go back and forth and approximate that woven unidirectional pattern. I’m going to choose isotropic fiber. There’s a couple things. You see fiber angles down here. It’s actually going to layer by layer rotate the angle at which the fiber is laid down in that back and forth unidirectional pattern, and that allows you to actually quickly build up a part that has strength in all directions. We’ll talk a little bit more about concentric versus isotropic fiber in a little bit.
This basically allows you the easiest way to make a high-strength part with no hassle, is to turn isotropic fiber on and it automatically generates those fiber angle patterns, starting at 0, then changes to 45 degrees, 90, and so on, and it’ll just keep repeating throughout the part. From the strongest part possible, it’s really easy. All you have to do, select carbon fiber, select isotropic fiber, and then max out the fiber layers in the part. That’s all you really have to do to add fiber to the part. I’m going to hit save. It’s going to slice real quickly, and in a few seconds, we’re going to be able to take a look at what that did. We’ve filled this entire part with fiber so it’s going to take a little bit longer than it would otherwise, but the pathing is based on how much fiber you put. We’re uploading it, and we’re done. Cool.
You’ll also notice a couple advanced settings. This is actually fairly similar. If you’ve ever done any 3D printing, this is pretty similar to what you guys have already seen. It’s going to have fill densities, roof and floor layers, fill patterns, a couple things like rim and supports if you have overhanging features. We only print in nylon and fiber reinforced nylons. If you use supports, you’re actually going to use single-material supports and will actually print nylon supports. Basically, they’re actually much better than traditional ABS or POA supports. Nylon’s a very flexible material, so the supports themselves are really tough and they’ll pull out really quickly, similar to perforated paper. They’re printed in accordion fashion, and you can just pull them right out. They’re pretty great. They don’t really leave much of a surface defects or anything like that on the part where they’re pulled out, and there’s no breakaway, sharp supports like that. That’s not how nylon is.
Now that we have this part sliced with carbon fiber, this is great, but we can’t actually see what’s in the part, and that’s really what we want to be able to do with Eiger, so we go to internal view. It’s going to load the internal view. This internal view is actually one of the most power parts of Eiger. It allows you to see what this part looks like inside. We’re looking at essentially a 3D, almost X-ray, with the skin peeled away, of this part. This is nice, but we’ve fully maxed out this part with fiber, and I don’t think we actually need to do that, so what I’m going to do is there’s a layer bar down here, and I can actually change where the fiber is put into the part. I click on the bar. This is the selection here. I’m just going to drag and drop. Maybe we’ll just put some fiber in the bottom. We’ll put eight layers or nine layers of fiber in the bottom. It’s going to recalculate everything else. I’m going to click elsewhere, and now we have just fiber in the bottom.
In this example, the carbon fiber is blue, so that’s what you’re seeing in this operative blue, and the white is the nylon everywhere else. What if we wanted a little bit more fiber though, let’s say, at the top of this flange over here. We can actually just click on the layer bar, and then drag a selection. We’re going to hit use fiber, apply changes, and it’s just going to quickly re-slice the part in that area and give us more fiber. Now we have, you can see, a sandwich panel, top and bottom of this flange of fiber. It may be that there’s too much fiber there. It seems like a pretty thick sandwich panel, so I can just quickly re-drag and drop. It re-sliced it and now I have just a little bit less fiber here.
Really quickly, this 3D internal view, makes it really quickly to add bulk layers of fiber and select different groups where I want to add fiber to and just add fiber to those areas. This makes it really easy and really quick to reinforce parts, and the software does all of the work, but let’s say you actually want to go in layer by layer and see what’s going on and what the software’s been doing. You actually can come up here and click 2D. Now you’re in our 2D view. This is a layer by layer view of the software.
We come up to the first layer of fiber, and you see this is the isotropic fill that I was talking about. You can see that the fiber paths are back and forth. We do have one or two concentric rings of fiber around the outside of the part, which is great. That helps preserve a really nice surface finish, especially when you’re back and forth aliasing these fiber paths. You’ll notice that we have back and forth fiber throughout almost the entire part. If I scroll through, you’ll notice it automatically rotates the fiber for that full strength I was talking about, so it’s now giving you strength in all these different directions, that full tensile strength of this carbon fiber.
Then I can go through a bunch of different layers. I can scroll through really easily. You see where I now have more fiber at this layer. I can go through any layer. I can also choose a random layer. Let’s say I wanted fiber just on this layer. I could state this as layer 119. I could go click use fiber here, and fiber’s added to that part. It’s already added isotropic. I could even change that to concentric. This is what concentric would look like. I can actually increase the number of layers of concentric rings of fiber. You’ll notice now I’ve filled up just this layer with lots of concentric rings of fiber. The software’s really powerful. All you have to do here now is hit save and that entire configuration’s going to save.
George: Hi, Nick. We’ve got a question. It’s from Austin. It says, “Can you talk about the thin feature warning on the right? What feature was removed?”
Nick: I don’t exactly know what feature was removed in this thing. The thin feature warning though, you’ll notice that as we scroll through this fiber … Can you guys see my mouse by the way? Can you see my mouse?
George: Yes, we can.
Nick: See where I’m circling around right here? You’ll notice that as we go up, this feature’s going to start getting really tight. We did have two walls of nylon everywhere. You’ll notice the layer before, we had two nylon walls here and two nylon walls here. I’m going to go up here. Actually, at this part right here, it’s only got two nylon walls instead of four, what it had before, so it may be that it removed some small amount of features right at that point or it also may be that the thin feature warning is overly conservative, so it may say that at this point, especially right here or the next one right here, you may have a point where it basically is not having as many walls in that part at that point as you expected it to, so it really isn’t a big deal.
There may be certain cases where you really do need that really thin features and, unfortunately, there is a minimum path width of pre-printed nylon, as it is with any 3D printed material. To some extent, there are certain extremely thin features may not be able to be printed simply because you’re trying to reproduce a part with a discrete width path of plastic and certain features may be thinner than that path. We use about a .4 millimeter wide path, very standard with a lot of 3D printers on the market where we’re definitely at the small end of the fine end of a lot of desktop printers. We definitely have better resolution or as good or better resolution as others, but that’s basically what that thin features warning is there.
It basically just is an overly conservative warning to just let you know that maybe something didn’t get exactly reproduced as you expected it to, so just take a look through the part and see is there something that you’re looking at that may not be totally reproduced. In this case, it’s basically right here. You notice that the width of that wall essentially goes to zero. That’s totally fine. That’s okay. That’s exactly what we expect with this part as it goes up. It was eventually going to have to terminate that wall of this socket eventually, so that’s okay.
At this point, if this is the fiber we want in this part, we’re ready to go. I know we spent a couple more minutes than five minutes configuring this thing, but we’re ready to print at that point. I guess Alex is saying we’re having a question. What’s that?
Alex: There are a lot of questions about to the point that [inaudible 00:33:24]
Nick: We’re having some questions about what’s the advantages and disadvantages of the two different fiber types, isotropic and concentric. I’m going to actually put that question on pause for a second because we are going to touch on that in a brief second in the presentation. I’m going to go back to the presentation in a second, and we’ll dive deeper into the design. Now you guys know roughly what the printer is capable of. We’re going to start diving into some of the how to design for most effectively taking advantage of Markforged materials. Alex is saying we’re good on that, so I’m going to go back to the presentation now. Only take two seconds to do that. Can you guys see the PowerPoint?
Alex: Yeah.
Nick: Good. We’re going to go now into designing a little bit, how to actually design parts that are going to be best optimized for printing on a Markforged machine. A couple things, as I said. We’re going touch on concentric versus isotropic fiber. We’re going to touch on how to put fiber into very thin areas. One of the big things I’m going to touch on is sandwich panels, so how to effectively use the sandwich panel, what that is and how Markforged makes it really easy to produce high-strength, lightweight parts with sandwich panels.
Then, finally, as you’ll notice, we lay down fiber in just the X and Y plain. Fiber is discontinuous between different layers, so it is continuous in X and Y, but obviously is not continuous in Z as we build up the part. That does mean that there is a difference of strength between the X and Y plain and in the XZ or YZ plains. You don’t have quite as much strength in the Z direction as you do in the XY, although nylon does have really, really good inner layer adhesion, so it’s much stronger in many cases, many people are used to. I’m going to show you how to use multiple parts or break apart down into multiple parts to basically get 6-axis strength and take advantage of how the printer reinforces parts. That’s just a quick overview of what we’re going to do.
Concentric versus isotropic fill, you guys now saw what they look like, but let’s talk about how they’re most effective. Starting with isotropic fill, this is fairly similar to, as we talked about, to how traditional composites are produced. Isotropic fill is great for a couple things. It’s hassle-free uniform strength. Obviously, as I talked about before, there is a difference in the Z direction, but in every other direction in the X and Y plains, it’s a really easy way for you to give yourself extremely strong parts without really having to do any sort of thought as to what’s the loading condition of your part. Since those layers are going to rotate by 45 degrees every layer, you essentially get over the bulk volume of a part, you’re going to get strength in all directions. You’re going to get a really stiff part. You’re going to get a really strong part. This is usually the way that we get parts that are very similar to aluminum.
That’s one thing. It’s really easy for hassle-free strength, and you can just use isotropic fill and then move on with your day and come back to a really, really strong part, aluminum-strength part on the … You guys still see my screen?
Alex: Yeah.
Nick: Sorry about that.
Alex: It’s in-
Nick: Is it? One second, you guys. All right, that’s better. The other thing that isotropic fill is great for is high-torque resistance. You’ll notice that, and I go back to this slide up here. On the left side is the end of a hacksaw actually that we printed with concentric fill. When you have a part with concentric fill, it’s really strong in bending. Those fibers are really strong and tensile. If you try to bend this part, it’s going to be really strong and it’s going to resist you. If you notice, all the fibers are oriented the same direction. If it goes all the way through a part like this, especially near the top of this part, there’s no fiber running in any direction other than horizontal. If you start to torque the part or twist it, there’s nothing actually stopping the forces of twisting from occurring, but with isotropic fill, since there’s fibers going in every direction, there’s basically some fiber-resisting twist no matter what you’re doing.
This is actually a really thin wrench you’re seeing here that we did. It’s maybe probably no more than 5 millimeters thick, maybe less, and we used isotropic carbon fiber in all of it, and it’s very hard, if not impossible, to actually twist it. It makes a really stiff part in all directions because you have fiber going in all directions. That’s the two main benefits of isotropic fill. In many cases, it’s my go-to fill type, especially on the Mark Two. The Mark Two is able to print isotropic carbon, which the Mark One was not able to do. This makes it really, really easy for me to spend essentially zero time or essentially two minutes in Eiger making a strong part and then move on with your day and have a really strong part available.
But concentric fill also has its benefits. In many cases, it’s really good for thinner, ergonomic parts in tooling, so this is a bend fixture where you can see the cross section of a handle where you want to hold that and actually bend pipe tubing with. The concentric fill makes a lot of sense here because this is being loaded only in one direction and the fiber’s resisting that bending direction. Also, it’s a thinner part so putting isotropic fill wouldn’t necessarily help this very much, but the concentric fill follows those ergonomic curves really nicely, so that’s one example of when you use concentric fill.
The other is for maximum tensile strengths. This is actually that chain link that we showed you earlier. Isotropic fill would go back and forth and you probably would have a lot of layers with fiber in directions that weren’t really resisting the tensile forces involved in this because we were essentially putting those chain hooks through the top and bottom of these links and then pulling up and down so there really isn’t any need for any other strength other than along the contours of this part. You’ll find there’s a lot of engineering parts that people have already designed or you’ve already designed the part with the loading characteristics in mind, the loading profile in mind. In many cases, that means that concentric fill can immediately take advantage of that. Your part already follows the loading conditions, so concentric fill does a great job at reinforcing along those lines.
Finally, one thing that you’ll really find it useful for is reinforcing specific features. A gear like this, you’re not going to get isotropic fill to go into each of those individual teeth. This is actually a Kevlar gear we reinforced. You’ll find that concentric fill does the correct job at getting into those teeth and actually individually reinforcing that tooth directly from the root all the way to the tooth tip. A lot of times, you’ll find that’s really beneficial and really a strong feature for concentric fill. Hopefully that gives you guys somewhat of an idea of what we can do there.
Next thing, reinforcing thin areas. We do get a lot of questions often times like how thin of a part can I make? This is thin in the XY direction, the planer direction. How thin can we make a part and still get a ring of fiber in it? If that part is part of a continuous loop, you can see here that fiber can go into the loop and come back into the part. You can get one strand of fiber in it. Your thinnest area for fiber, and this is a cross section, keep in mind, is 2.9 millimeters, so that’s the thinnest part you can get fiber into with a continuous loop in the part.
If it’s a projecting surface, let’s say you wanted to reinforce a turbine or a rotor, some sort of fan with fiber. You can’t just go out. The algorithm doesn’t allow you to just go out along the rotor. You got to come back in. With a projecting feature like that, and you can imagine this if you had multiple of these projecting features and look like the cross section of a turbine or a rotor. The part cover has to come out and back. In this case, 3.8 millimeters is the minimum feature size for that projecting feature. That’s how to reinforce a thin area.
Another thing I want to touch on is related to sandwich panel construction. We mentioned this already from the external view in Eiger, but basically a sandwich panel is widely used in aerospace and applications where you need a really high-strength panel, but also we want to use as light of a panel as possible. Obviously, aerospace to save fuel costs wants to have light panels. If you want to make a beam or a panel that’s the strongest and stiffest beam or panel and you only have one material to do it with, you’ve often seen probably I-beam in the construction of buildings. For a single material, an I-beam is the strongest way to produce a stiff beam with the least amount of material because a beam basically … The material at the outer surfaces of a beam or a panel much more heavily influences the strength of the panel than material near the inner core of the beam.
With an I-beam, the single material, you want to get that web as high as possible, and then the flange at the top and bottom, you want that to be separated as far away as possible with a stiff material. In this case, it’s probably steel, in order to make a really strong, really stiff panel. With a sandwich panel, you have the ability to do multiple materials generally, so they’re generally some sort of honeycomb core, low-density core with a foam with aluminum honeycomb. It’s some sort of low-density core because the material there doesn’t have nearly as much impact on the overall stiffness of the beam and the plate. You then generally glue with an adhesive, a facing skin of some really stiff material.
I won’t go into the math too much, but basically for two given facing skins, the same skins, as you increase the core thickness just with a really low-density, really lightweight core, you can notice there’s a huge increase in stiffness and it’s actually an exponential increase, so it’s a third order relationship, but basically you get a really, really stiff, really strong panel just by moving those two stiff skins further apart.
The obvious application for Markforged is that, as you saw, you can make these same sandwich panels in Eiger by simply putting layers of fiber on the top and bottom of a part and then potentially throughout the part at different points. Markforged makes it really easy to make this panel sandwich construction, usually, historically has only been relegated to aerospace because of the way it had to be produced and the cost. We’re now bringing that custom-tailored sandwich panel construction down to 3D printed parts. This is why we can make parts so strong and so stiff with reasonably actually not that much fiber. You can put a couple layers of fiber top and bottom in a part and then have a really, really strong part partly through materials and partly through geometry. That’s the background on why we’re able to make really strong parts.
Alex is saying we have another question. One second.
Alex: Z axis strength. Z axis strength. [crosstalk 00:45:59].
Nick: We had a couple questions on Z axis strength and torsion in a part like this. There’s a couple things here. People do often ask us, “What do I use the axis strength? Are you worried about parts de-laminating?” We’re actually not usually worried about that, except in a few rare or small cases. The reason is is that generally a part like this was printed on the printer in the XY plane as you see. There’s two ways to de-laminate a part in most 3D printed parts. One is to put a part in pure tension in the Z, which would basically mean, in this case, you’re trying to grab on to the edges and pull it apart purely in Z. That’s obviously very hard to do here. There isn’t really the means to load it that way. We’ll find a lot of times that parts aren’t really able to be loaded in the Z direction that way. The other way to cause de-lamination is through sheer force. We’re getting a little bit heavy into the engineering, but basically the way you generate sheer force is to physically deform or bend this part. The top has to bend.
Nick: What’s that? We lost audio? Can you guys hear me now? Hello? Give me two seconds. Apparently, we’ve lost audio. You guys hear me now? What about now? It’s showing on my computer that I’m still … Hello? One second.
George: All right, Nick. We seem to be experiencing some technical difficulties with your sound at the moment. We can hear you now.
Nick: Okay.
George: We can hear some typing.
Nick: You can hear some sound? Sorry. I don’t know what’s going on. I was about to type in a message to everyone. Just let me know if the sound cuts out. I’m sorry about that. Just going back a little bit, I was talking that there’s two ways to load a part in the Z direction. One is in pure tension and the second is through sheer. Sheer is generated by deformation, so we’d have to actually bend this part and cause it to physically deform a bit or deflect. Then once that was actually bent, then you’re starting to generate sheer that can actually pull apart layers, but there’s a difference with Markforged parts, and the difference is that it’s generally actually really hard to bend our fiber reinforced nylon parts. The reason is because of the sandwich panel construction. We talked about it. You have really stiff layers top and bottom, and the geometry also tends to improve the stiffness even more, so generally, it’s not possible to bend the part in the first place, so you can’t actually generate sheer, so it’s impossible to de-laminate the part.
Generally, what’s going to happen in that case is before you even get to the point where you can de-laminate the part or the Z axis strength that people are worried about. You’ll actually end up breaking the fiber, but keeping in mind that our carbon fiber is almost as strong as aluminum or actually stronger than aluminum, in order to break that fiber you have to get through almost aluminum strength anyway. You have to go beyond that to deform it enough to actually cause sheer, so generally the Z axis strength isn’t a huge problem to us.
As far as torsion goes, there’s a couple things you can do. Isotropic fiber resists torsion, so I definitely would put a sandwich panel top and bottom with isotropic fiber, if possible, especially in this part. This is actually a bicycle crank arm where the pedals would be attached to the drive train. For this part, I would put isotropic fiber top and bottom and potentially concentric fiber top and bottom, maybe a combination of both, maybe one on top of the other, but definitely putting fiber top and bottom for a sandwich panel is going to give you the highest stiffness. Isotropic fiber in this part would give you torsional resistance.
I’d also almost put a, as I did here, I put a couple layers of fiber in one or two places near the mid-plane of the part, and that will actually help reduce a separate type of torsion that could potentially cause issues otherwise. Bike cranks are loaded in very unique ways. They’re subject to a lot of different loading conditions, so that’s why we’ve added a bunch of different fiber fills types and layers of fiber in this part. Hopefully, that answered your question. We can definitely come back to that a little bit later if there’s still some questions there.
We’re getting close to being almost done with the presentation. I want to just move one last thing. Once again, this is a corollary to the Z axis strength. Often times, you can actually get around the fact that you can’t lay fiber down in the Z axis by breaking up a part into multiple parts. This obviously isn’t going to work for everyone. Some people don’t have the ability to actually adjust the design their part, and we totally understand, but for designs and parts and assemblies that do have the ability to be split into parts and there is the ability to actually adjust the design to fit this manufacturing process, then you can actually take advantage of the fiber orientations by breaking up a part into multiple parts.
This is that steering knuckle that I showed you a little bit earlier that we worked with in Eiger. This is actually the part that we got from Olin’s team to begin with. This is a single part to begin with. They wanted fiber in the steering axis. There’s a lot of forces on a steering axis. In this case here, you can see that this obviously has layers in the Z direction. If this projecting up beam was loaded sideways, those layers could actually possibly split apart and fail prematurely. This part is definitely a good candidate for producing in our printer, but we need to be able to separate out this projecting surface, which needs reinforcement along it’s length, along it’s actual direction, and this bottom of the knuckle where it’s actually being bolted onto the car, which needs fiber surrounding those bolt holes.
We actually split it up into two parts, and we printed it like this. What this allows us to do is with the projecting piece that you see lying flat, we’re now able to lay fiber surrounding the outside curves of it and giving it the strength that it needs in the XY position where it’s printed, but then when we stand it up and put it into the socket over here, it’ll now have fiber strength in a different direction. The bottom of this knuckle, the socket, is now going to be able to have fiber as we reinforced earlier in Eiger. It’s going to have fiber surrounding those bolt holes and in the directions that it needs to reinforce that socket correctly.
Just to give you an idea what the cutaway looks like, how we bolted them together, we actually embedded nuts into the part. This is a cross sectional view of this steering knuckle. The bottom here, this is the socket that we went into. This projecting upwards part is the projection that we laid flat, so we now put it into the socket. Halfway when we were done printing, we actually embedded nuts into the part, so we left a void in the cad, and at the top of that void, we paused the print, inserted a nut into each one of these voids and then let it just print right over the top of them, and it embedded them right into the part. Then, to insure that we’re really anchoring these down correctly, we bolted these bolts through the bottoms of the socket and into this projection and bolted it right down and tightened them together, and now you have 6-axis strength in all directions of this part that initially would have had much weaker Z layer strength.
Just to give you an idea, this is the internal cross sectional to the layer view of that projecting feature, so that’s just one layer with the isotropic fiber that we showed you earlier of the projecting feature. You can see that’s what it looked like in cad and that’s what it looked like in Eiger when we laid down the fiber. That’s the end of the design section. The basic idea of Markforged is to print the strength of aluminum at your desk. I want to give you a couple quick customer stories, things that people are actually doing with this, and then I’d like to open up for questions and make sure everyone leaves with enough information to start using fiber reinforced nylon.
Just a couple quick ones. Superstition Machine Works is a good customer of ours. They make after market parts for high end RC cars, like rock trawlers, things that people are actually racing and things that people are actually competing against to climb over big boulders and stuff like that. Superstition Machine Works, it’s a small shop. They had a mill that they actually bought that was a manual mill. They converted it into a CNC mill by adding motors to different axes, but the one thing they didn’t have was an automatic tool changer, so every time they needed to change a tool while they were producing a part, they actually had to spend about a minute or 2 actually using a draw bar to drop the tool that was currently in the mill.
Our customer, Rob, actually 3D printed his own tool changer using our 3D printed Kevlar parts, so fiber reinforced Kevlar and a pneumatic butterfly impact driver that actually drives the quill. Not the quill, the threaded bar that pulls the tool into the mill. He actually 3D printed that tool change. He went from 1-2 minutes per tool change down to about 5 seconds. He spent less than $100 in parts and that includes all the pneumatic tools and stuff, so it’s really powerful what you’re able to do with it.
Another customer of ours, Autometrix, does CNC cutting machines, so they actually make textile cutting machines to cut sale cloth, carbon fiber sheet, all kinds of different textiles, suit material, for a bunch of different big customers, anywhere from the BMW, Mercedes doing carbon fiber for them to track specialized for carbon fiber bikes to custom-tailored suit companies to sale cloth, all that stuff. They make these massive CNC cutting machines. We’re talking 10 foot by 20 foot or greater cutting machines.
Every customer is different, so they want to have different tools on their cutter heads, but every time they have to add different tools or custom tools to a cutter head of this machine, they need a new aluminum plate. It’s expensive to prototype all those and keep a large stock of different plates in inventory, especially when every customer will be different, so what they actually do is they use the Mark One printer to prototype these different plates, and they’re really quickly able to design a different plate to attach different tools and then bolt on different cutting tools.
Alex: I have a couple questions about where it impacts.
Nick: I’ve got a couple questions.
Alex: About where it impacts.
Nick: We do have a couple questions about where in impact of the parts. There’s a couple points to that. With wear, it depends what material you’re wearing against. The parts generally have a really tough and have fairly good wear properties. In fact, it’s actually fairly hard to sand them effectively unless you go slow and use a wet sanding process to clean it up. Nylon is a very tough material, so it generally wears pretty well. We have some customers doing some fairly heavy abrasive stuff to it and it wears fairly well, but I will say that if you’re in something that really needs additional reinforcement, a lot of times it’s fairly easy to, at the surface of a wear point, simply design in a hardened steel plate or something along those to bolt in to increase wear. I don’t have specific numbers on wear, but nylon is a very tough plastic.
We also had a question on impact resistance. This actually goes along with this Autometrix story. These cutter heads are pretty delicate or they should be delicate, but a lot of times they have customers dropping 100-pound rolls of cloth on the cutter head with a lot of force. We actually found that with them they were actually worried because they thought that with aluminum sometimes the cutter heads can bend a little bit. It turns out with the Markforged parts, they actually didn’t really see any noticeable damage to them when they dropped these massive spools or massive rolls of cloth on them.
In general, if you’re looking for the most highest impact resistance, we actually have a customer that makes combat robotics or fighting robots, and they actually use Kevlar as the reinforcing material for their Kevlar reinforced nylon prints. They’re hit with spinning blades, spinning hammers, all kinds of stuff all day, and the Kevlar actually is probably the best at absorbing that impact. What you’ll find is that, the Kevlar still retains a little bit of flexibility. It’s generally fairly stiff, but does retain a little bit of flexibility compared to some of the other fibers. It’s a lot stiffer.
You’re transmitting force through a honeycomb in the internal structure of a part, which is made of nylon, so it’s not completely stiff. We found that actually our parts are fairly good at withstanding physical shock because the fiber transmits the shock through the part, but then the shock gets hit by the internal honeycomb, which is semi-flexible and absorbs a lot of that shock and then also distributes it very well throughout the entire part because it is an internal infill structure. We do find that the parts are able to withstand a lot of shock.
Finally, we had a research group doing drone work to actually remotely collect samples from whale blow, to actually do health monitoring on whales in the ocean. They were trying to land this drone on a ship that was rocking back and forth, high seas, and they were breaking a lot of traditional carbon fiber landing gear that they had made for this drone. The landing gear was expensive. It was slow to produce. What they found was that by 3D printing them out of Kevlar reinforced nylon, they were able to save a ton of money. Each of these parts is probably less than about $20 worth of material where before they were spending about $250-300 per pair. Rather than spend about 3 or 5 weeks or something to get those parts back, each one of those landing gear maybe took 12-15 hours and they were ready to go, so it really definitely accelerates the ability to get strong parts into your hands.
I think that’s the majority of what I wanted to cover today as far as presentation. I really would like to definitely answer some questions from you guys. George, if you want to come back on, Alex and Myles are standing by with some questions I think, and I’m happy to run through some of them.
George: Hi, Nick. Sure, I think I saw one question quite a few times, which is around the post part temperature ranges.
Nick: Sorry. Can you restate that question a bit?
George: Yeah, sure. Someone was asking their question about the post part temperature ranges. [inaudible 01:02:48]
Nick: Usually, the way we describe this is through heat deflection temperature. Often times, you’ll find that that is a measure using the injection molding industry to know when an injection molded part is strong enough or stiff enough basically to release out of a mold. With any of the fibers we saw here today, our heat deflection temperature, which is not melting temperature keep in mind, but basically the temperature below which you retain a significant majority of your strength. That temperature is about 105 degrees Celsius for all of our fibers. What that means is if you have a part reinforced with those fibers, you generally can bring them up to 105 degrees Celsius without any real noticeable difference in strength.
I will say that there’s a couple caveats to that, which is that you can actually bring those up much higher above that temperature for shorter periods of time and it may not have any effect. It’s all about heat transfer, once again. With our enterprise printers, we sell a high-strength, high-temperature fiberglass, which is actually just about as strong as carbon fiber, and that’s actually able to get up to about 140 degrees Celsius for extended duration environmental conditions. That’s basically the operating conditions under the hood of an automotive. If you see plastic under the hood of your car and in your engine, this high-strength, high temperature fiberglass is able to do a similar environmental conditions. Sounds like Alex and Myles have some questions.
Alex: A lot of tolerances questions.
Nick: We had a lot of questions on tolerances and probably I’m imagining resolutions in X, Y, and Z. I will say to start with that the Mark One and Mark Two printers were designed from the ground up as engineering printers, so we have spent a lot of time trying to hit dimensional accuracy. That is one of the primary functional requirements of the printer itself. We want it to be able to hit really high-accuracy parts. We quote plus or minus 50 micron accuracy or tolerance, I guess, in any direction, X, Y, or Z, so that does mean that it’s not quite at CNC machining tolerance, but it’s pretty close. I believe that’s about plus or minus 2 thou, for those of you who use the English system or imperial. It’s pretty close to CNC machining. There’s obviously some caveats to that. Horizontal boards may not quite have quite as good of resolution because you’re obviously aliasing them in the Z direction. They may require supports, but in general, most features should be coming out plus or minus 50 micron. George, do you have another one?
George: Yeah, sure. It’ll be a few seconds. I’ll just find it again. Where’d it go? It was around how do you deal with corrosion between carbon fiber in the part and the many parts surrounding it and in the assembly? Do you recommend any kind of post treatment paints or any kind of post treatments at all?
Nick: I guess I need to actually bring up one actually additional point, which is that all Markforged parts are completely surrounded by their nylon on the outside, so we only use the carbon fiber or really any of the fibers as reinforcement internally of the part. All parts are going to be surrounded by nylon at all exterior surfaces. To some extent, that may actually not be a problem, but if you want additional protection, there are a couple options. We have some waterproofing or protection recommendations for sprays where it’s basically a gloss waterproofing or semi-waterproofing spray. I believe Liquitex in the US is … Liquitex is high gloss or something like that, is one of the options we’ve tested. That works really well to protect and help waterproof the parts a little bit.
You also can electroplate nylon. It may not be ideal post process for some applications, but it is able to be electroless or electrode capable electroplated. A lot of times, we have had some customers that are electroplating with nickel and then adding other electroplates or electroplated metals on top of that. It looks like Myles has a question. One of you guys.
Myles: There are some questions on what the fiber does to the print time and a sense for how much cost it adds to a reinforced part versus [inaudible 01:08:02].
Nick: It sounds like we have some questions on how fiber protects print times, as well as what is the cost change for that. Fiber is a little bit slower than nylon to print with. I don’t exactly remember how fast it was on the Mark One. The Mark Two is actually about 40% faster than the Mark One at printing fiber. Once again, it’s somewhat about a volume question, how much fiber do you add? Obviously, if you fill a part with fiber, it’s going to be slower than if you add selective reinforcement to a part to get really efficient use of fiber. Generally, I think it’s about maybe 40-50% slower to print fiber than it is to print nylon. Generally, printing nylon is roughly order of magnitude as fast as most commercial desktop 3D printers at printing plastic.
It’s a little bit slower to print fiber, but since I generally don’t really see a whole lot of need in many cases to reinforce parts with much more than anywhere from 10-30% fiber, it’s not like you’re increasing the print times by 2 or 3 times. You’re probably increasing your print times by 30-50%.
Nick: I think I answered that question about the fiber.
Alex: Also, pricing of the fiber.
Nick: Pricing wise. I believe George can probably talk a little bit about how 3D Hubs is pricing it.
George: Sure, I can jump in. I think obviously the pricing really differs depending on the part and also depending on the amount of fiber in that part. As Nick was saying, it’s roughly around 10-30% I think around most orders that we receive or that we will receive will contain that much fiber. Fiber, as a material, is roughly around 8-10 times more expensive than nylon, so it’s probably some advanced math that I’m not capable of on the spot, but you can get an idea that where 10% of the print is fiber and fiber costs 10 times more than nylon, and nylon’s roughly around $40-50 for a spool. You can get a general idea what sort of pricing would be there.
Nick: Our parts are an order of magnitude stronger than other 3D printed parts, so comparing our parts in cost to other 3D printed parts isn’t necessarily a good comparison. The good comparison is comparing our reinforced parts against a CNC milled aluminum part generally, both in terms of strength, cost, and ease of acquiring. We’re almost definitely cheaper to manufacture one of our parts or manufacture a part out of our fiber reinforced nylon than it is to send a part out for CNC milling. Obviously, if it’s a heat sensitive application and you’re going to high temperatures, maybe aluminum makes more sense, but, in many cases we’re able to print parts that are just as strong as those coming out of a mill.
They’re non-marring. The nylon’s not going to scratch other parts it comes in contact with. You’re not dealing with the cost associated with loss productivity while you wait for a part to come. You don’t have to spend labor costs to actually watch a part be produced or monitor a part being produced in a mill. The printer is basically set it, forget it. In general, you’re not paying for shipping or anything of that because you have the printer in-house. Obviously, for 3D Hubs, you’re still going to have to ship the part, but it generally is a lot cheaper especially because of the labor cost associated with monitoring a CNC mill and also the CNC mills are often times much more expensive than our printers, so there is obviously an amortization cost of that mill that needs to be priced in. We’re generally much cheaper than producing a part via CNC machining. That’s really where our big value ad to our customers is. Sounds like Alex has another question.
Alex: There are questions about surface finishes. What are the processes to [inaudible 01:13:23] surfaces and can support what [inaudible 01:13:27].
Nick: We got a lot of different questions about surface finishing and surface post process finishing. I will say that you don’t need to finish any parts if you don’t want to. We actually have phenomenal surface quality from all of our parts. Our software team’s done a really great job at getting the printer to produce a really, really high-quality surface finish. That also helps that we have a really nice, very thin or fine resolution in Z direction for that as well. That being said, we definitely have some customers that want to finish these parts further. There’s a couple different options, so for color wise, you can dye our nylon very easily using off-the-shelf basically commercial or off-the-shelf clothing dye. I believe in the US, there’s a brand called Rit. It’s available in any CVS kind of grocery store.
Nick: We’re good. You’re able to dye parts with commercial dye off the shelf. It’s about 5 bucks for a bottle of it and you can dye a ton of parts with it. That’s one thing for color.
Alex: Does dye affect the strength?
Nick: Dye does not generally affect the strength. If the part is maintained in a wet environment, water is a plasticizer for nylon, so it may get a little bit more flexible, not much, just a few percent tops probably. Additional flexibility actually corresponds with a slight decrease in strength, but it’s not generally more than 1 or 2%. Water does not affect the strength of fiber reinforced parts. The fiber itself is not affected by the water, so generally the fiber is so much stronger on an order of magnitude than the nylon that it generally doesn’t affect this.
As far as other post processing, you can spray paint. There’s a couple of spray paint recommendations we’ll probably be coming out with a blog post about soon. To both add surface protection, color, and also potentially waterproofing. We have some clear coat options to spray paint over a spray a part with clear coat to finish better. You can wet sand. You can use a really fine grit sandpaper and hold the part under water or keep the part wet while wet sanding it and that generally works pretty well. Often times, we’ve found for supports, if people really need to remove the small surface defects caused by supports, they can wet sand generally and that works pretty well.
Obviously, we talked about electroplating as another option, as well. I even have a customer that said she had low-pressure bead blasting their parts with plastic media, so with about 30 PSI, they’re essentially sandblasting their parts at low pressure, but with a plastic media instead of sand. There’s a bunch of different options that you can use for finishes. Sounds like Myles has a question.
Myles: From Griffin, do you continue to support adopters of your technology by offering upgrades or discounts when you’re introducing systems?
Nick: Yes. Griffin had a question about keeping upgrading printers, upgrading systems, keeping up to date. We absolutely do support our customers in that. We actually are offering a Mark One to Mark Two upgrade program right now that’s been pretty successful. The Mark Two is a tremendous upgrade over the even great capabilities of the Mark One. We’re offering that for our customers to stay up to date. They also have the ability to upgrade to higher kits in order to print more materials. We are definitely, now that we have the Mark Two out, and it’s a really phenomenal platform, we’re also looking at what other kinds of materials we can print.
2016 and 2017 should be the year of materials, and we’re always looking to release new stuff, and we will definitely be supporting that on our current systems and making sure our customers can print those materials on our newest systems and providing a means for our existing customers or older customers to upgrade to those newest systems at a reasonable cost.
Alex: There are a couple questions back to Eiger.
Nick: We’ve got a couple questions on Eiger Alex says.
Alex: Can configuration studies be saved as profiles? What would happen if the software became unavailable or something like that?
Nick: Got you. We got one question from Eiger about slicing, configuration profiles. We don’t currently have something where you can basically say apply a commonly used profile or I always use these certain settings, just apply that to the printer. It is something I’ve been asking our software team and they are fairly responsive to things. We definitely have that in our road map. I can’t tell you when exactly, but that is something I’ve definitely also asked for. We’re always releasing new features and stuff for Eiger so that’s definitely something that we’re looking at. George, do you got any questions on your end?
George: Someone did ask if they could order a print of the beautiful hacksaw sample print that you put online. I don’t know if that file is available yet, but if it is [inaudible 01:19:07] an order for sure.
Nick: It’s not currently available. Actually, we may actually have that file available on our blog, so if you go to Industrial 3D Printing, we do find that we’ve had a lot of customers finding those articles really useful. I think the hacksaw was a recent blog post, and I believe we included the STL files. If not, I’m going to check that later and make sure we have those available for download, but you can absolutely, if you had that STL file, you could absolutely submit it to a 3D Hub near you and request to have it printed.
George: Perfect. Thanks man.
Nick: Alex has some more questions.
Alex: Are there larger printers or are we thinking of expanding?
Nick: Yeah. We’ve got a couple questions on build size and future expansion plans. Our build size for the imperial audience is about 12-1/2 inches by 5.2 inches by 6.3 inches in Z. I don’t totally know all the conversions, but it’s about 320 millimeters in X and I think 125 in Y by maybe 150 in Z roughly. That definitely can fit a lot of engineering parts, but obviously there’s others people would like to print that don’t fit on that build plate. We get a lot of questions from a lot of customers and potential customers asking for bigger, faster, stronger all the time. We’re always looking to see what we can do to meet those requests. We don’t have nothing planned that I can give you, but basically we’re always looking to fulfill as many of those requests as we can, so we’ll see. Down the road as we do development, we’ll see what we can offer in all three of those categories for different things.
Alex: There are a couple questions on Eiger and if it can work with other printers or if we can use other slicers to work on other printers.
Nick: We have some questions about Eiger’s compatibility with other printers and if you can use other slicing softwares on Eiger or with Markforged printers. The answers to those are basically Eiger only right now is for Markforged printers. There might be a time that it makes sense to look at that for other printers, but right now this is our system. Eiger only works with Markforged printers and also Markforged printers only work with Eiger. That being said, people do ask me that question quite a bit, and the answer truly is that other slicers are not prepared to deal with fiber. We’re the only people that can do the fiber pathing and really other slicers wouldn’t know how to actually path fiber.
It is very much a brand new and unique material to Markforged. Other people do have short, chopped, fiber-type stuff, and this is what you’ll see a lot of times when you see carbon fiber filaments for other printers. Those are definitely interesting materials, but the continuous fibers we’re using require pathing that’s very different from laying out plastic.
Alex: There was a question about if Eiger becomes unavailable, does that mean the printer is useless?
Nick: We do have one question about whether the printers are required to or need Eiger to function. They do need Eiger to function. We would not leave customers stranded. We have no intention of going out of business. Things are great. There’s a lot of strong interest in our stuff. Rest assured, it would be reasonably doable to insure that there was an offline package that wouldn’t leave people stranded. That is not really a concern of ours at this point. We’ve had phenomenal success with the printer, and people are really interested and the business is growing. I don’t think that’s a really huge concern for us.
Alex: There are questions about seeing actual parts, so maybe talk about seeing parts.
Nick: I think this is probably going to be the last question I think. We’ve been running for about an hour and a half now, and I don’t want to keep you guys on for too long. We had a couple questions as far as how do I get a sample, how do I get my hands on a part. I believe George, 3D Hubs, has a sample part thing that you were working on.
George: Yes.
Nick: Sorry, go ahead.
George: No, sorry. I was just going to say yes, we are working on a sample for them at the moment. Hopefully, within the next couple of weeks, we’ll be launching that, and then we’ll be communicating to everyone via email as well about that as well. That’s something we’re really looking forward to.
Nick: We’ll work with 3D Hubs to get a really cool sample package. There are a few things that you can … You can talk to a Markforged resaler for sample parts, as well, but the easiest thing is probably going to go through 3D Hubs and look at their sample kit. We’ll be in contact with a lot of our customers both through 3D Hubs and through Markforged about some opportunities to look at some sample parts and to basically get a look at what the printer can do in your own hands. George, I think we’re probably running out of time right now, right?
George: Yup. Indeed. It’s good to see a large influx in questions and everyone eager and interested to find out more about the material itself, but, yeah, I think we’ve ran almost 30 minutes over now, so everyone either get back to work or back to bed or get back to dinner.
Nick: Sounds good. Everyone, it’s been great talking with all of you. We will follow up with a recording of this webinar at some point. We’re always available to ask questions both through 3D Hubs and through Markforged website, so please use those resources to ask any questions, get those questions in, and we’re happy to be here. Love talking with them and hope that was informative for everyone and hope it was useful to hear. Have a great day, night, morning, whatever we’re at right now. See you all soon.
George: Thanks a lot, Nick. It’s been a really good presentation. I really appreciate you taking the time out of your day today to give us more information about fiber reinforced nylon. Thanks to everyone for attending. It’s been really good, and we hope to be in touch soon about another webinar coming up shortly. Thanks. Have a good day. Bye bye.
