


Cleyton, You’ll never get a truly flat print while using a stock DaVinci printer bed. The single pain window glass that is used warps anywhere between 0.002in and 0.010in when cold and worse when hot. Borosilicate glass is better with about a consistent 0.001in from one spot to the next cold and little to no added distortion when heated. As for the extruder issues… if anyone figures out what works please let me know. I bought a replacement extruder head and still am having it stop extruding mid print.
Skip to main content
Hello Cliff, I read that your extruder is stopping mid way through. Id take a guess but id say its the connector on the top of the extruder losing connection. What I did was replace my connector with one used for connecting up electricals household grade. Kind regards, William
William If it was the connector I’d be set. I’ve replaced every wire. Rebuilt new wiring harness for every motor, from the mother board to the part. Everything is so finicky fix one small issue and 3 more pop up. About the only original parts are the motors motherboard. New table cause mine cracked, new extruder head cause I was grasping at straws. The extruder head helped a bit but still getting the odd non extrusion issue. After every print I unload my filament, clean the extruder with a high e guitar string (same size as the wire clean out thingy) the guitar string is nice cause I can push through the extruder from the top as well as up from the bottom. Even with all my issues recent and historical my not so little 1.0 is still a work horse. I just got a tevo turantula so I’ll be able to compare it first hand against something else. I wish the next model DaVinci would come with a 30x30x30 print area but I’ll probably just build my own at this point as it all seems pretty straight forward and simple now.
Man I know how you feel. That is an insane bit of work you have done there. Im just stabbing in the dark but could the filament be too thin in certain areas and isnt getting enough pressure on the gear. I had that problem once when I switch to a different supplier. I assume you have tested this out though.
William It is a fair bit of work I’ve put into my machine the upgrade to 22awg from 24-28awg wiring made the biggest difference. Everything is noticeably quieter and more responsive. I’ve tested filament my machine hates maker bot filament although I think that may just be settings I didn’t completely dial in. I found a Canadian supplier a couple hours drive from me that has been my go to for filament. Lately I’ve been noticing the weather is the biggest factor in how my prints are going to go. On a cold day it prints like magic. On a warm or rainy day it jams all over the place. I’m thinking of building a humidor to put my printers in to eliminate weather and ambient humidity issues. When she works she works great and when she doesn’t boy does she ever not work right. Regards Cliff
Ahh man I hope you find what the problem is. Ill try and think of some ideas over time.
Have you lubricated the pulley for the filament?
What type of filament are you using?
Hello
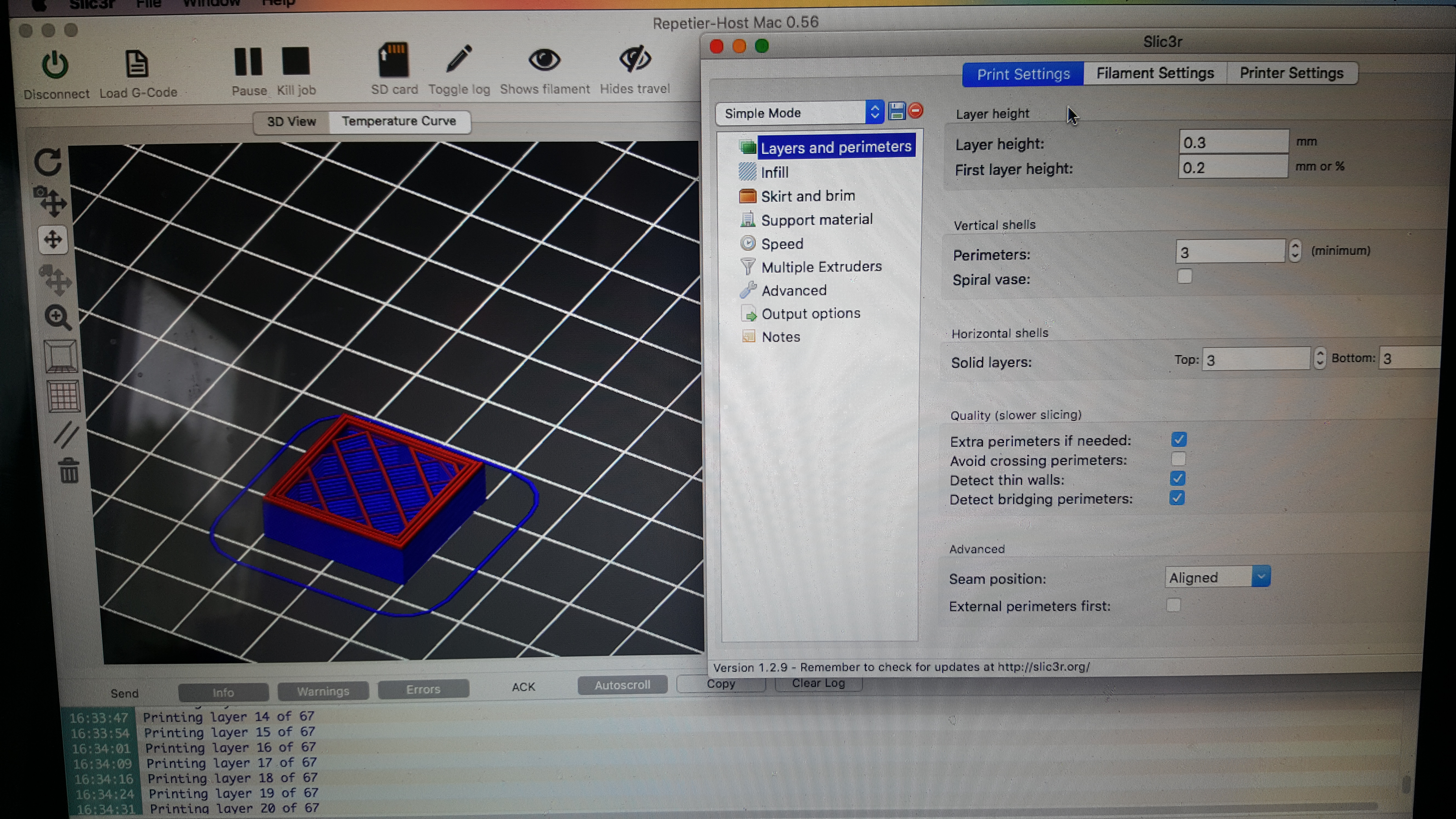
This just happend out of no where actually. I just wanted to print something after a week and it just did this.
The box should be solid from the outside it issnt supposed to have the holes like in the pictures.
I have this printer for more than a half year or so and i have printed a lot of objects with these settings so i dont think settings should be changed but i would like to give it a try.
I will try not to lubricate the filament but the lubrication makes the filament dust free too.
greetings Sieuwe
Sieuwe, It looks almost as if your steps are slightly out of sync. There was a post I think on the solid forum about DaVinci missing steps. The person ended up working the math and changing the step size to more accurate numbers and not rounding up/down to a whole value in the firmware and he saw great improvement on his prints. Unfortunately I don’t have a link to that post but google DaVinci 1.0 missing steps and see what you find. In the article he lists the new steps figure in a table. The basic issue is say each step is programed 21turns per milimeter the reality is its actually 20.963785932 turns per milimeter (**not real figures.**) so that tiny over shoot or under shoot is causing your layers not to line up properly not so noticeable at .3 resolution but at .2 and .1 it’s even more noticeable and has a huge effect on print quality. I’m not sure of the formula he used and maybe it’s in the post. I’m using repetier and I’ve found that the quickest I can push things and still get decent results is at 60mm/s for perimeters infill and support structure everything else are default values.
It also wouldnt hurt to check your belt tension. All three belts. Especially the short one at the back right of your machine. Too tight and you pull the teeth distance out of whack and too loose abd it can skip teeth. I do have a feel its the fact you lube the filament. You could use a dry sponge to filter the dust. Dust has never been an issue with my printers.
Hi, Abs doesn’t need lube in fact it works worse with it. Pla on the other hand does require a light olive oil or something to help it heat evenly and not stick to the metal parts. Or so I understand don’t us pla personally. As for the dust issue I use a piece of yellow cleaning sponge and a clothes peg wrapped around the filament I have found it makes a bit of difference in the layer adhesion and lessens the tendency to jam. Regards Cliff
Heey
I have tried without lubrication and i had still the same problem. I now have made some videos when printing. I am going to upload them but mine wifi speed is not that great so it will take some time.
I havent noticed any teeth scipping so i think the belt tention is okey.
Greetings Sieuwe
Heey Cliff
I will take a look at that. But i think it is something with the extruder.
Groeten Sieuwe
Heey
Here is a link to the folder that contains the videos. I have a couple but they are still loading.
https://drive.google.com/open?id=0B\_-1MqjJ5VfkZldKQ01nZUJfQWs
Greetings Sieuwe

Cliff,
I may have a link you might have already come across. Print Quality Guide | Simplify3D Software 19
I hope this helps somehow. Could your drive motor be overheating?
When you said you upgraded the wiring. Did you basically do each wire at a time with the 24-28awg. I have moderate experience when it comes to wiring. I am going to think about doing this upgrade myself.
Hello,
I have requested permission to check your video.
I have found a link that might help.
https://www.simplify3d.com/support/print-quality-troubleshooting/#inconsistent-extrusion 12
If you were to just extrude a line of filament and see if it comes out like the one in the photo, we might be able to narrow down one of many problems you may have.
I have seen your videos and I do think that link I sent you will be able to help you out. Basically we may have narrowed it down to 6 possible issues. Keep in mind once you fix these problems other may arise but fingers crossed the link helps.
https://www.simplify3d.com/support/print-quality-troubleshooting/#inconsistent-extrusion 12
Dont hesitate to let me know what you have tried and what solution you are up to. I am curious to know how you go.
heey Will
I checked everything that was on the link you send me. I have not found anything wrong. I guess i need to buy a new extruder?
Greetings Sieuwe
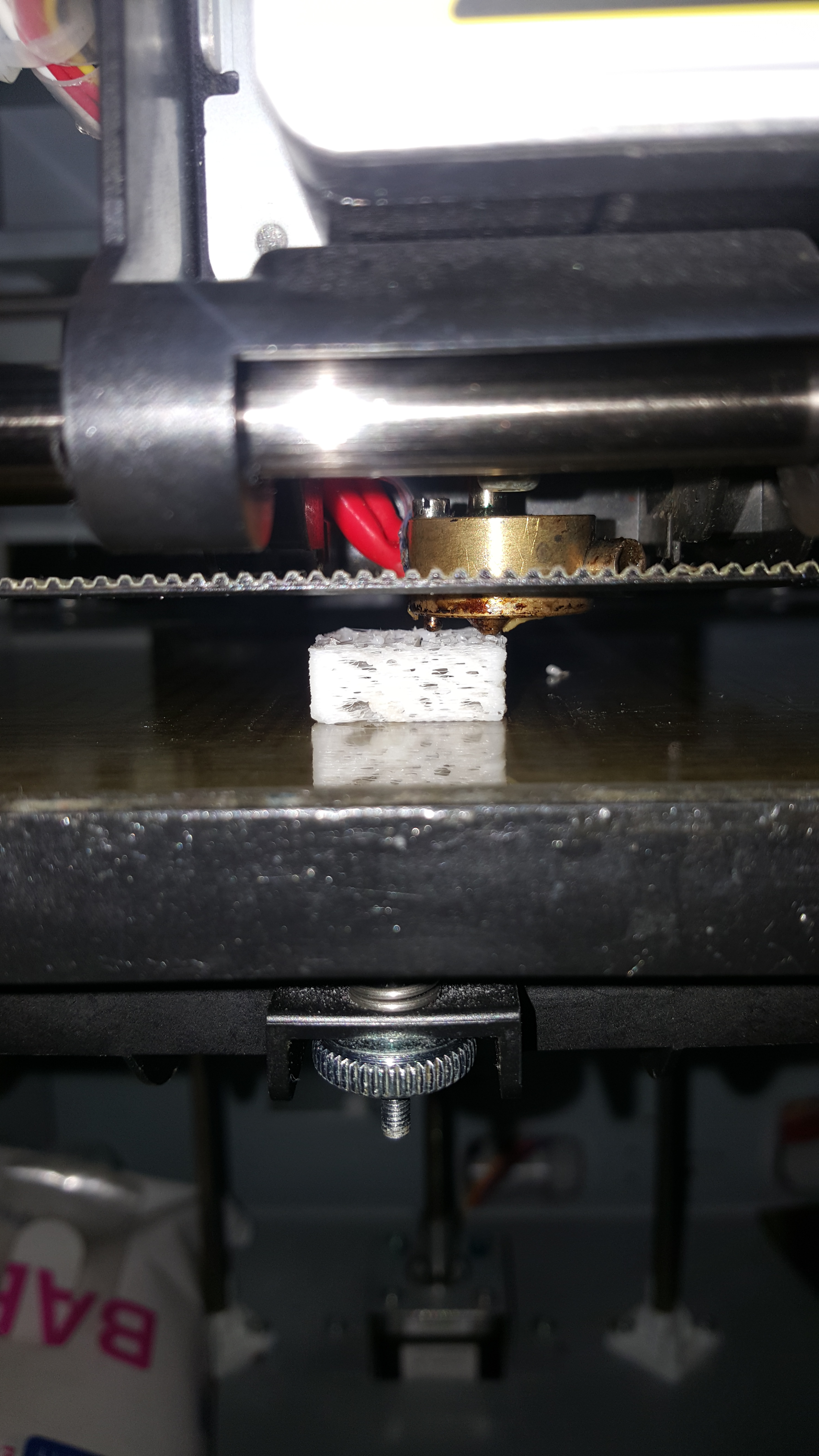
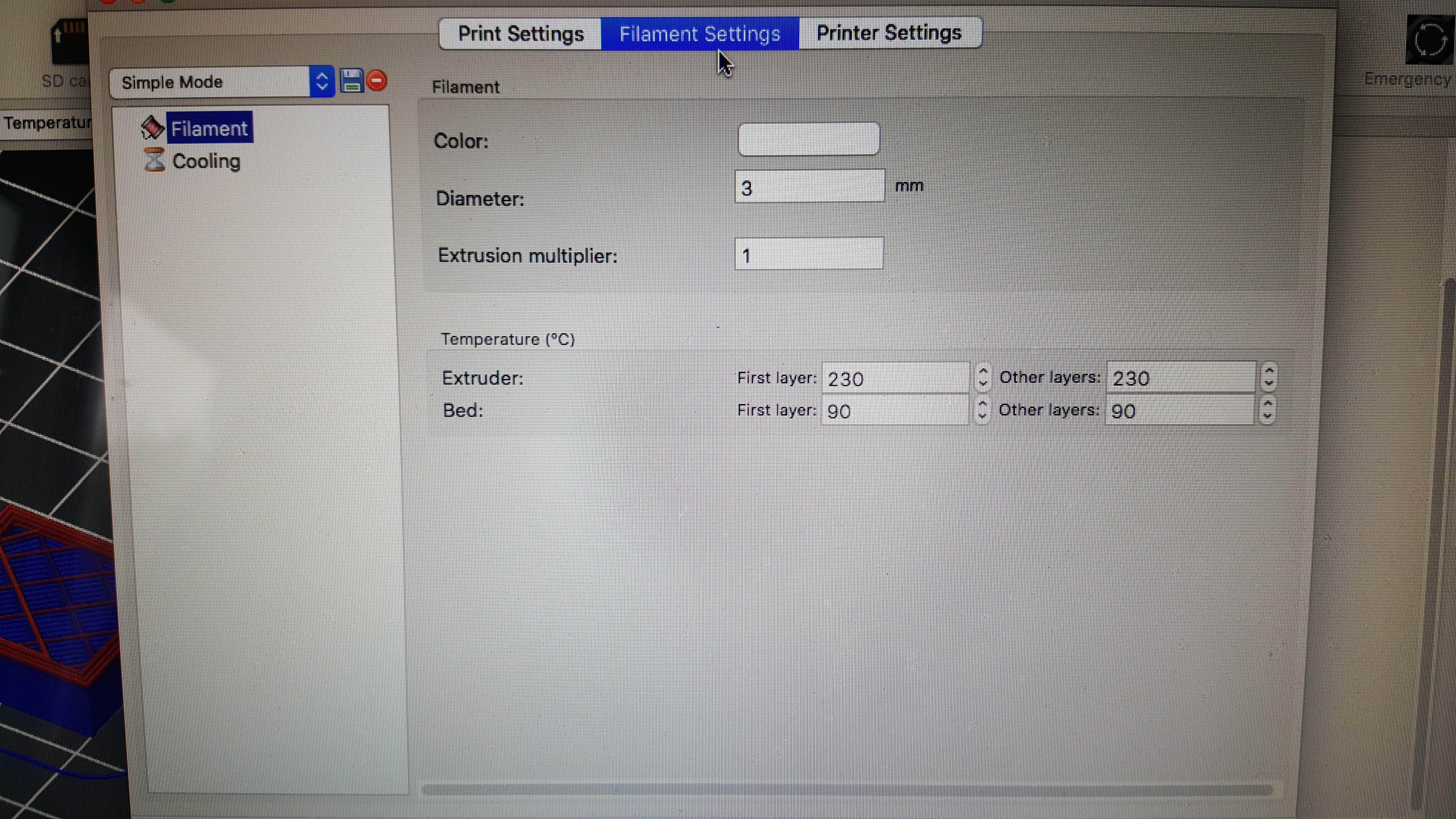
EDIT: I may have found something. I have my filament size 3mm but it is 1.75mm. I will try it tonight.
SOLVED
Hello everybody
The problem is fixed. I had the wrong size filament setting in slic3r. It needed to be 1.75mm but it was 3mm.
thanks everbody for helping.
Greetings Sieuwe
Fantastic to hear. I am glad we could help.