I’ve had my Da Vinci printer for over 2 years now and was pretty happy with the print quality of the xyzware slicer. But because I’m planning to mod the printer with an E3D V6 extruder, I thought it was time to flash the printer with repetier and “unlock the hidden potential” of the printer. I made a testprint before the flash using the standard xyzware slicer, and one after the flash using repetier with CuraEngine slicer. I was surprised to see the print quality with the old standard firmware is way better than what I get now… Surface finish is really crappy and printed text is unreadable. (see attachment=> left xyzware, right CuraEngine)
I’ve tried using Slic3r to slice it up, but then my print failed at first layer. It looked as if there wasn’t enough filament being fed, it just came out as little dots instead of a steady flow…
I think my slicer settings are to blame, does anyone have the right CuraEngine and/or Slic3r settings for this printer?
Shoot if you need more info, and thanks in advance!
I don’t want to spend 1/3 of the price of my printer to software I know it’s possible to have nice results using slic3r with this printer, I just need the right settings…
Did a lot of testing, and I’m getting closer to the right settings. I got Slic3r to work and print quality is almost what it was before the flashing, but surface finish is still somewhat messy…
I’m now at the point that I don’t know what to change to improve print quality. Help would be appreciated
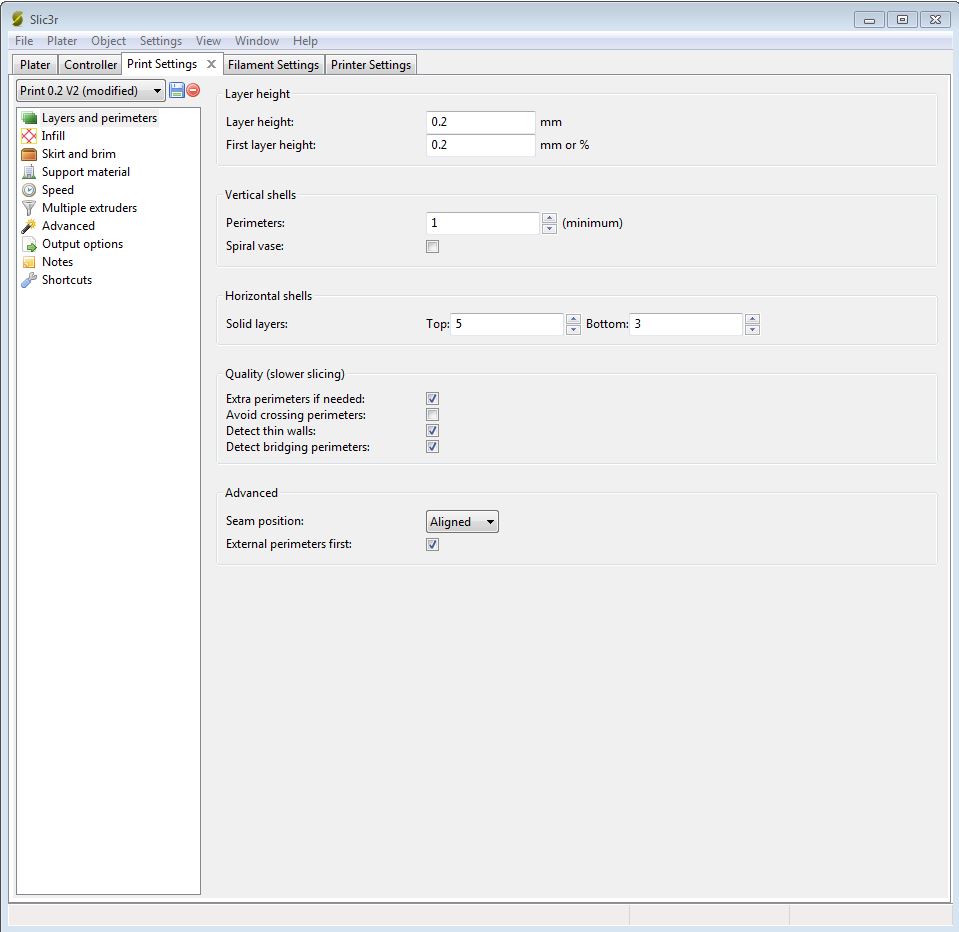
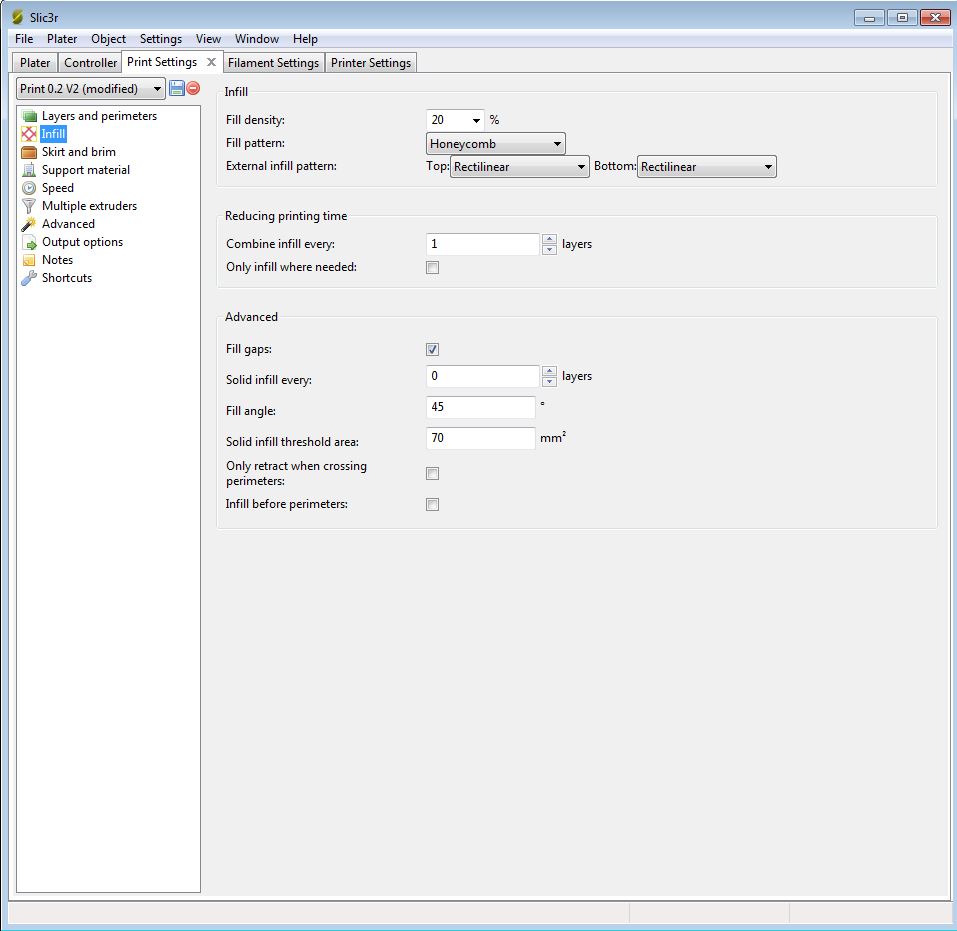
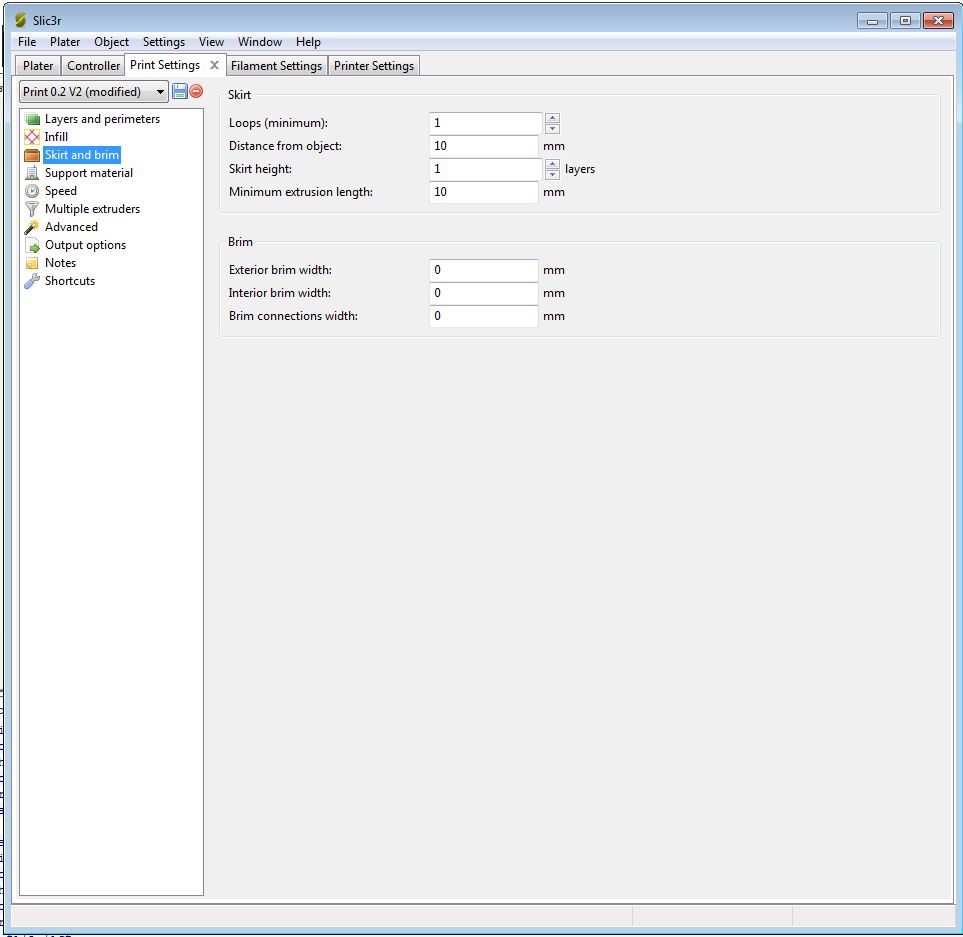
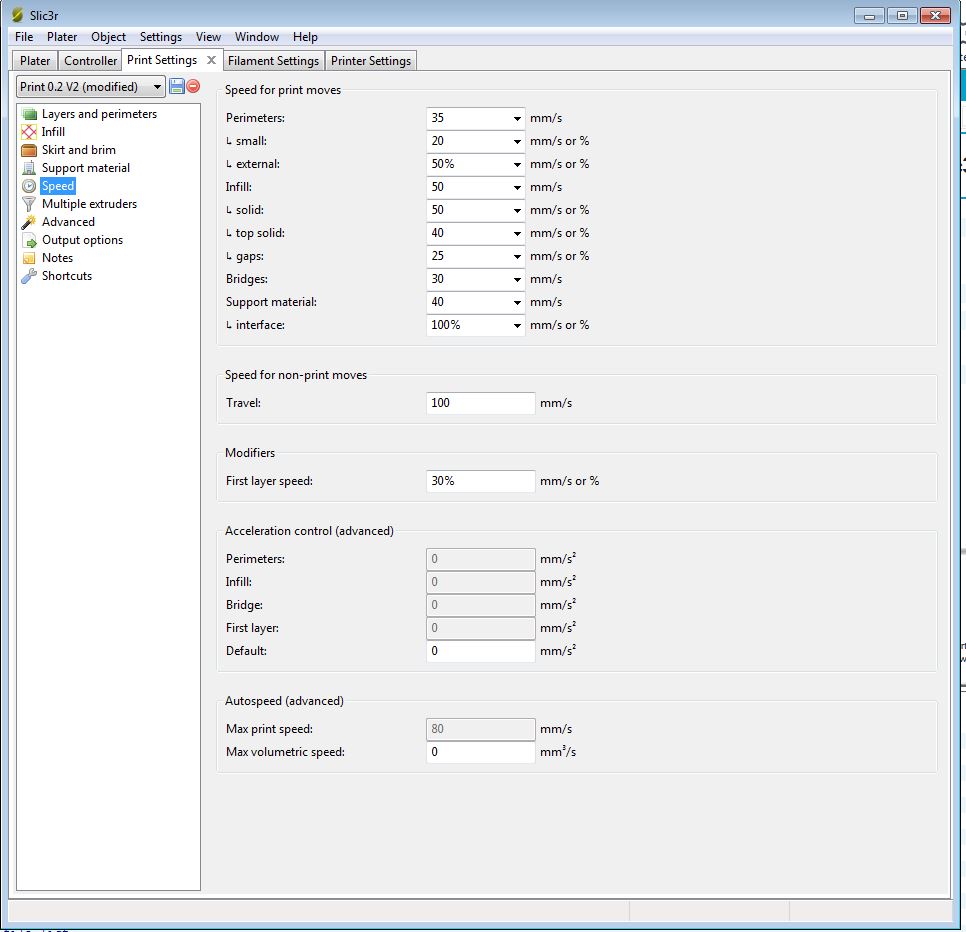
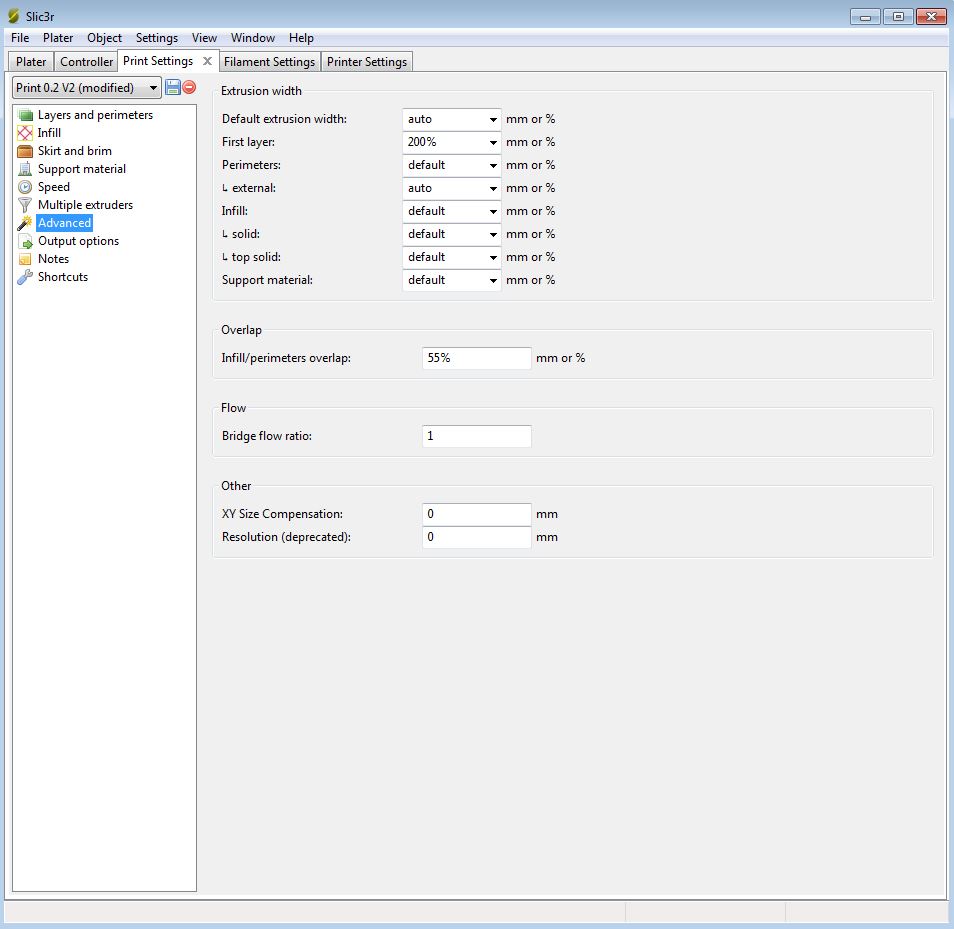
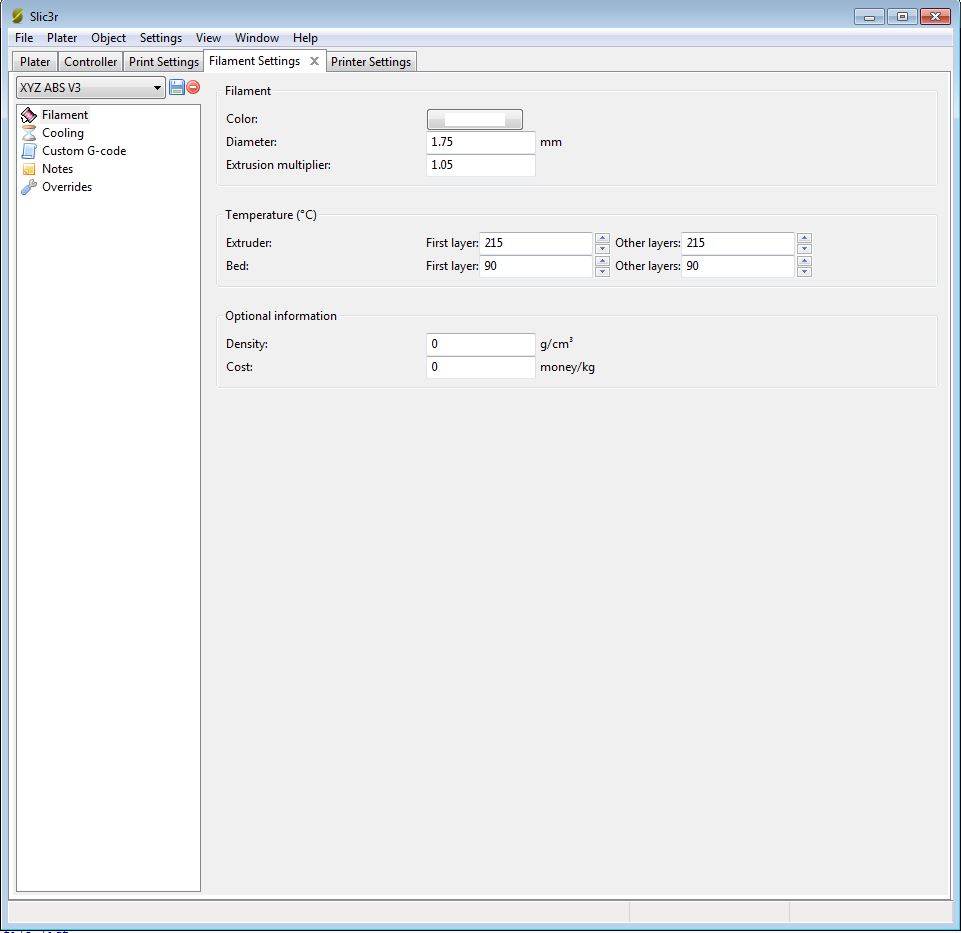
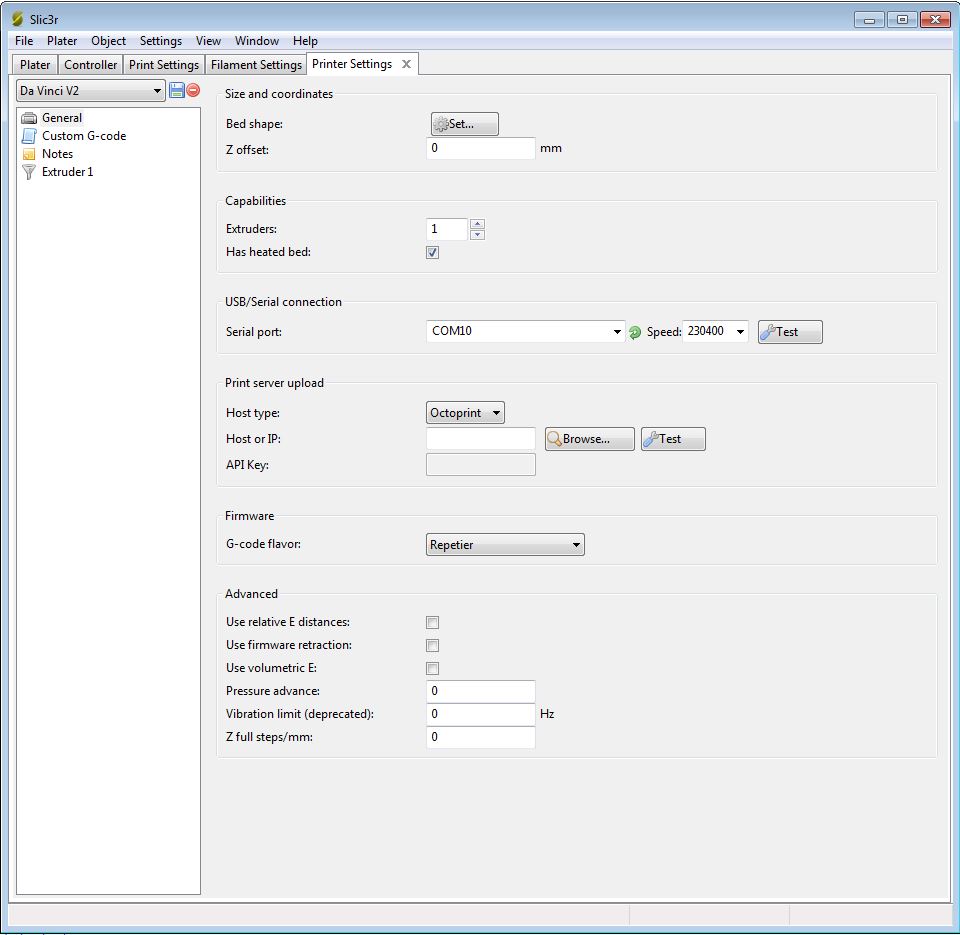
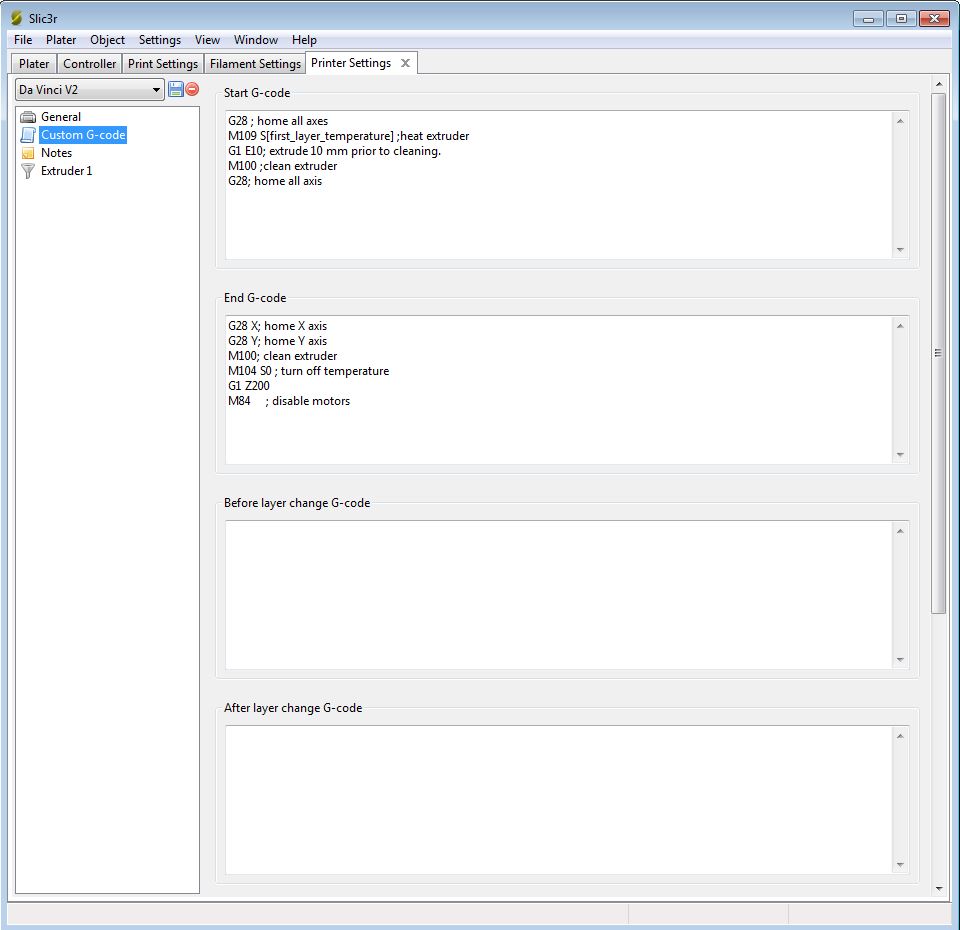
In attachment my current print quality and Slic3r settings.
Make sure to measure the filament diameter over some distance and enter the average in the slicer.
Try extrusion multiplier at 1 for now. You can run some calibration tests to dial it in.
Start with rectilinear infill for now.
Uncheck “external perimeters first”
Set “gaps” speed to 5 or 10 or 0 for off but a low number.
Reduce infill/perimeter overlap to about 25% and see how that is.
I would set the extrusion width to a number rather than “auto” or “default” generally the nozzle size or 1.2 times the size so for a .4 nozzle use .4 or .42. I use .45 on one of mine with slic3r.
Try turning off “extra perimeters” and “detect thin wall” and see how that does. Seems the extra perimeter setting caused me an issue once.