


As we speak, our #Remake3D recycling campaign 4 is attracting much deserved attention to recycling opportunities for 3D printing. The short term focus is on recycling old prints but in the future this can be surpassed by using recycled household waste to produce new prints. My previous post 10summarizes some of the cutting edge projects that are carried out around the world right now.
In this post I will look into the possibility of recycling Polypropylene, or in short, PP. This is one of the most common types of plastic in the household waste stream so if it is possible to use it for 3D printing that would be pretty awesome since it will be a while before we run out of this kind of waste.
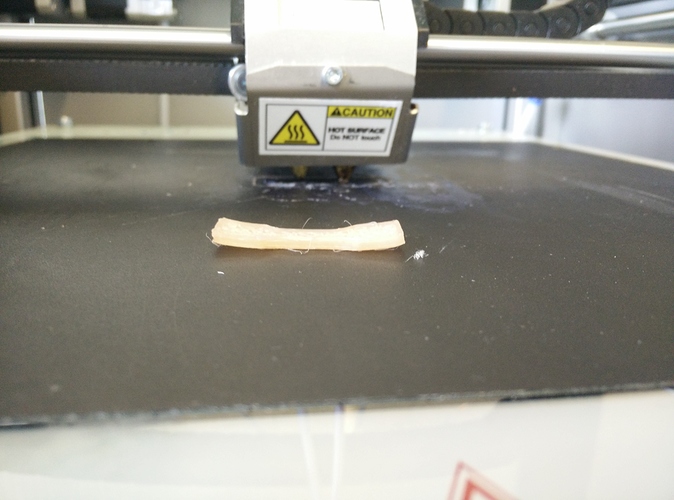
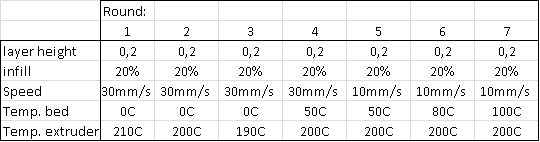
At this moment PP filament is already being sold by for instance GermanRepRap 8. I’ve tried some printing with PP myself but unfortunately I wasn’t able to get it to stick. 2I tried the following settings but so far without any good results:
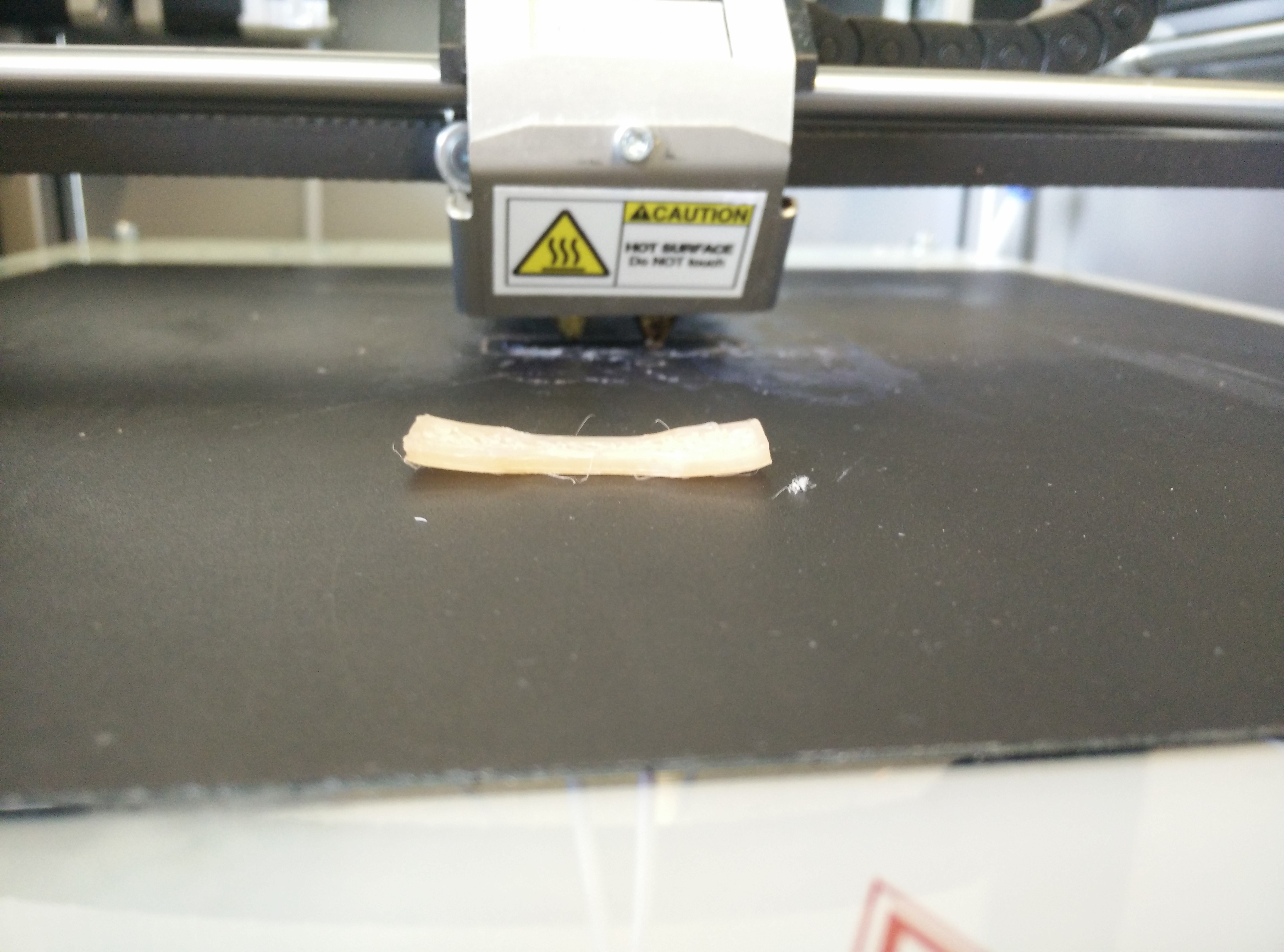
The guys from the Perpetual Plastic Project have however been able to print PP 6. So this, together with the fact that PP printing products can in fact be bought, suggests that with a little more practice, PP can be used as a material for 3D printing. This is supported by my observations when printing PP. The extruding went very smooth and the layers sticked to each other nicely. The only issue remains the warping and the sticking to the bed, which of course go hand in hand.
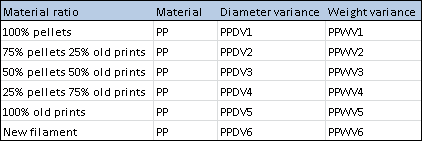
One other important part of recycling is the behaviour of PP when extruding shredded pieces into new filament. To test this I mixed different ratios of new PP pellets 1from poliplasticpellets.com 6 with 100% PP bag clips 2 that are shown in this picture:
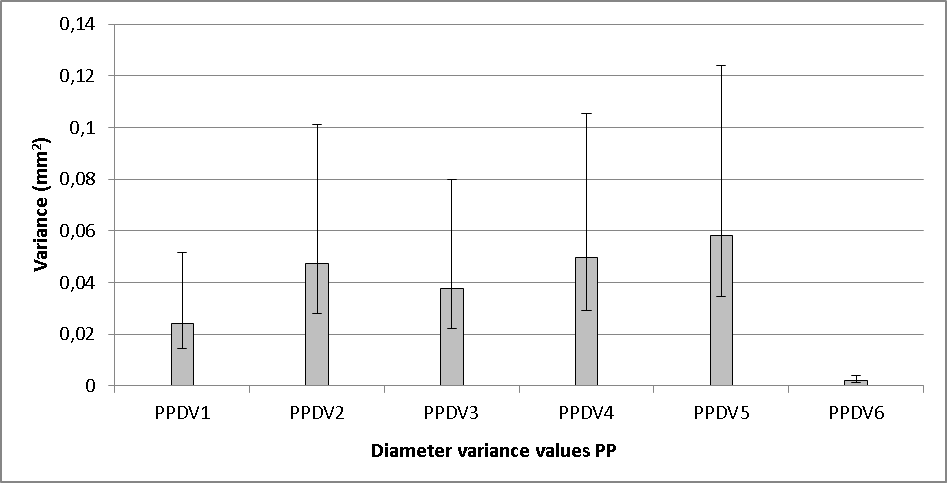
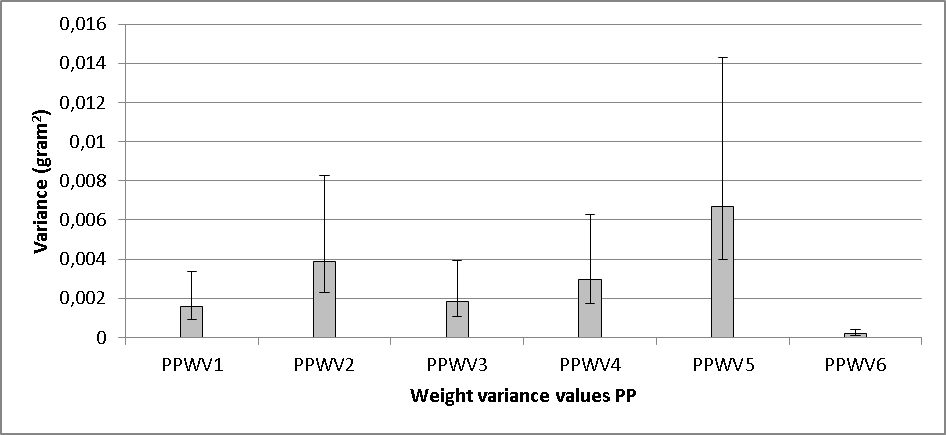
I extruded the different ratios and measured the diameter and weight variance in the same way I previously did for PLA and ABS. 4The results are given in the following two graphs where the bars indicate the interval within which the values lie with 90% confidence. The abbreviations on the horizontal axes refer to the different material ratios as listed in this table:
From these graphs it can be concluded that variance is very acceptable for all ratios but that ratios of 100% new pellets and 50/50 perform best. New filament naturally produces by far the lowest variance since it is industrially produced. The diameter variance for PLA ranged from 0,001mm2 to 0,018mm2 and for ABS this ranged from 0,002mm2 to 0,02mm2.
Since the diameter variance of PP ranges from 0,017 to 0,123 it is a lot larger than the variances for PLA and ABS.
Conclusion:
PP might become a big thing in 3D Printing, but it is not yet at the moment for a reason. Both the extrusion and printing process produced significantly worse results than were achieved for PLA and ABS. However there don’t seem to be major showstoppers that limit this material from being used in 3D printing. In fact, some success has already been booked with PP. It will need some more tinkering with the settings and some further research to get this to work but I am quite confident that it is definitely not impossible.
Wrapup
This post concludes my series on recycling for 3D printing. It’s been very cool to cover different topics from recycling for 3D printing in general to a detailed look at the extrusion and printing process. Check out the links to all the posts below! It’s been a great pleasure to share my findings with the 3D Hubs community here on Talk and I would like to thank so many of you for contributing to my posts with interesting questions and new information. For future questions or comments please don’t hesitate to contact me by leaving a comment or by emailing me at bramh@3dhubs.com ![]()
Cheers,
Bram
Series 1: Introduction to 3D printing recycling
- Post 1: Introduction to 3D printing recycling 7
- Post 2: How does local recycling work 3
- Post 3: Which shredding and extruding machines are available 7
Series 2: How to make your own filament by recycling old 3D prints
- Post 1: How to get the best recycled filament from your old 3D prints? 6
- Post 2: Recycling ABS and PLA data overview 4
Series 3: 3D Printing with recycled filament
- Post 1: Printing results for homemade PLA filament 5
- Post 2: Printing results for homemade ABS filament 6
Series 4: The promise of 3D printing with recycled household waste
- Post 1: Let’s collect all the cool recycling projects in one place! 10
- Post 2: Can PP be the next big thing in 3D printing?
created
Sep '15last reply
Sep '16- 5
replies
- 3.9k
views
- 5
users
- 8
likes
- 15
links

