Skip to main content

What is your speed, feedrate, and acceleration for travel moves?
Hi my parameters are :
infill 0.2mm, 40%,
overlap 30%
outline perimeter 3
infill extrusion width 125%
temperature 197
heated bed 55
no cooling fan
no support
default printing speed 60mm/s
outline underspeed 50%
solid infill underspeed 70%
x/y axis movement speed 80 mm/s
z axis movement speed 16,7 mm/s
tool change retraction distance 12 mm
tool change extra restart distance -0,50 mm
tool change retraction speed 10 mm/s
that’s my parameter to print this in PLA
Hi my parameters are :
infill 0.2mm, 40%,
overlap 30%
outline perimeter 3
infill extrusion width 125%
temperature 197
heated bed 55
no cooling fan
no support
default printing speed 60mm/s
outline underspeed 50%
solid infill underspeed 70%
x/y axis movement speed 80 mm/s
z axis movement speed 16,7 mm/s
tool change retraction distance 12 mm
tool change extra restart distance -0,50 mm
tool change retraction speed 10 mm/s
that’s my parameter to print this in PLA
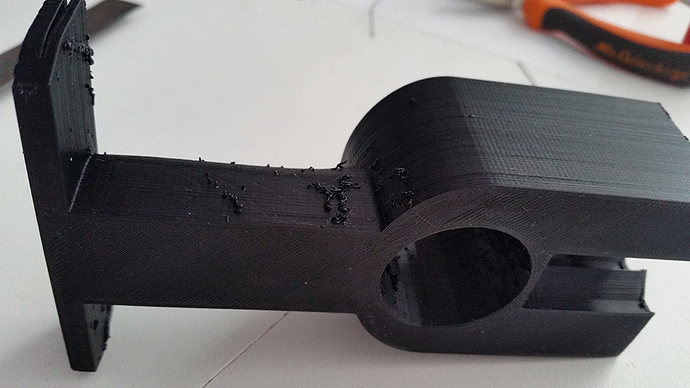
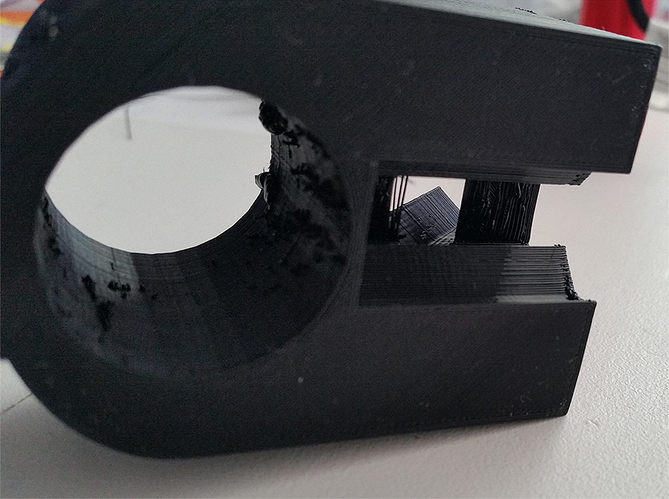
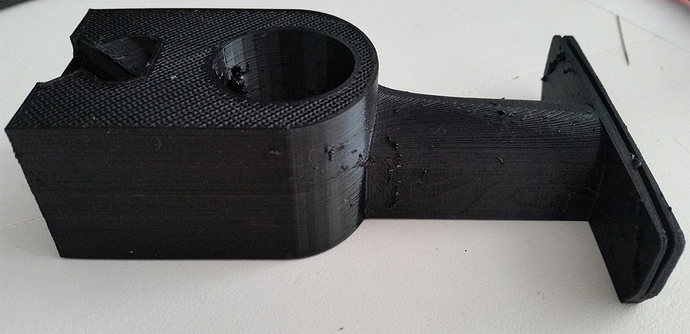
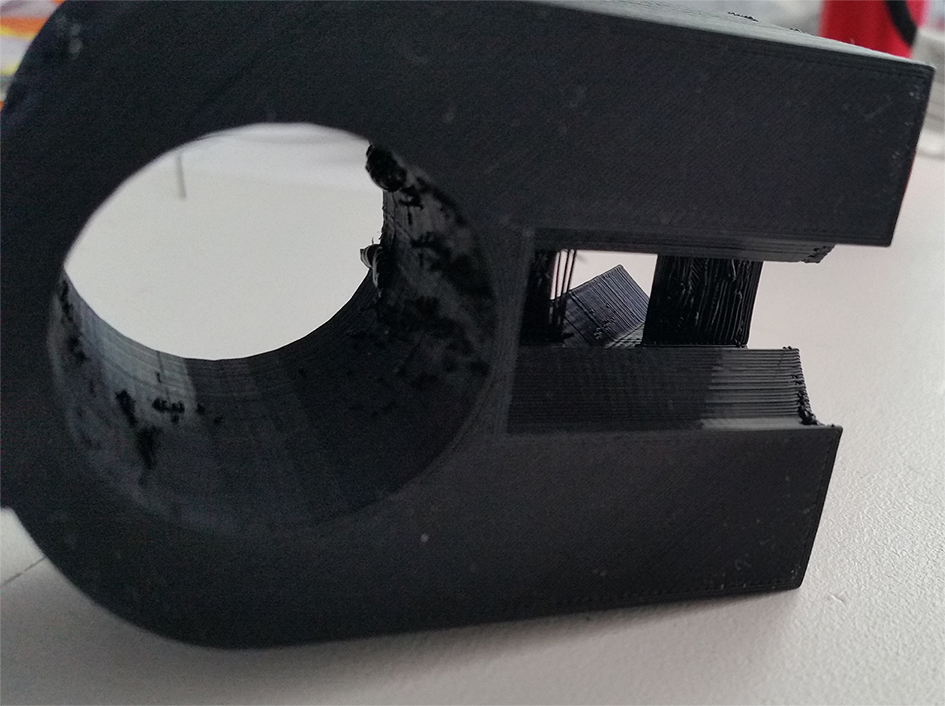
I think you need to experiment with your retraction settings. That is, you may need to increase it. Blobs are normally caused because your extruder is no extracting enough material as it changes layers or is moving.
If you are using S3d, mess with your coasting as well.
The best way to get your retraction dialed in is to 1. Measure your filament. 2. print a cube at 100% infill to make sure you are not overextruding. 3. experiment
We moved back to 0.35mm nozzles from 0.5mm after replacing the heatsink and hotends (Leapfrog support proved to be very helpful!) and it’s taken a while to get the settings dialled back in. We tend to use PolyMax for PLA prints as we have found it very easy to print but have had blobbing since changing nozzles.
Couple of things I have noticed making a big difference (with Polymax):
- filament diameter - measure up with callipers or a mic - we take several measurements over a meter or so with two measurements at 90 deg at each site and then average those.
- retraction - 5mm
- retraction speed 100 (no higher or we strip the filament)
- coasting - set 1-2mm
- wipe set to off
- relative extrusion distances - set to on
- Force retraction between layers - off
Specific to PolyMax:
- temp 225C with fan set to 40%
- reduce temp to 205, wind speed down and increase fan to 100% in S3D for fine detail stuff at top of print
Verbatim and rigid.ink PLAs haven’t been playing ball with the 0.35mm nozzles.
(eta - this is a Creatr HS)