








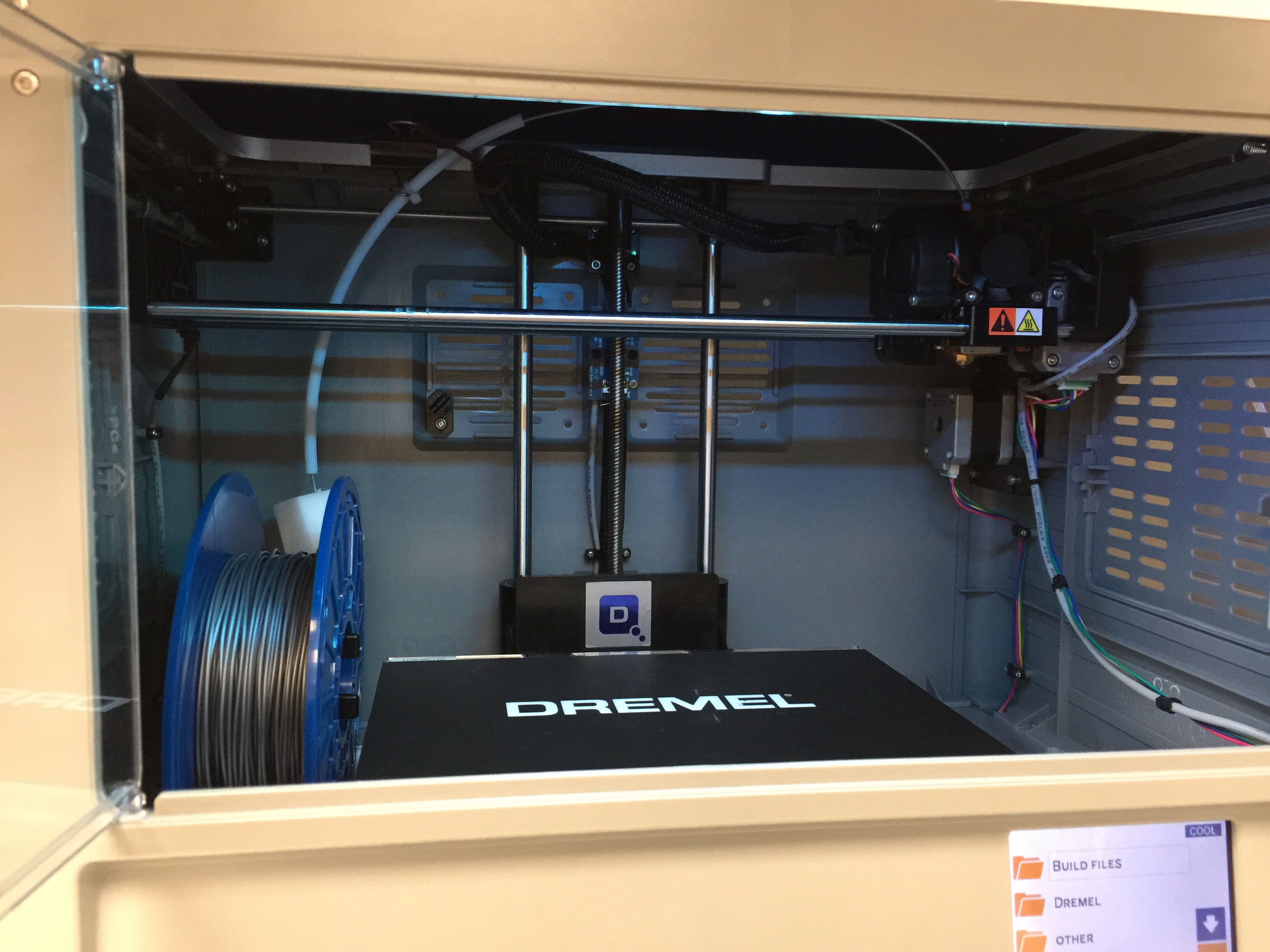
The PTFE tube inside my extruder developed a hole at about 1000hrs of printing that started causing jams. Heat creeps up from the heater block and makes the filament soft before it should. You would have to disassemble the hotend almost completely to check this. I’d suggest a full metal hotend upgrade if you decide to take it apart. Another thing to check is the extruder gear teeth. Sometimes they chew up filament (especially when jamming) and fill in the teeth.
Skip to main content
I have found that there are a few things on the 3D20 that contribute to failed prints due to filament jamming. First off I am now using S3D for a slicer as it has more options that limit these.
- Measure your filament and adjust your filament diameter. I found the Dremel brand is slightly under 1.75mm. I also found a bit of over extrusion isn’t the worst thing for the Dremel, the first layer is a bit messy with too much over extrusion.
- I found that the Dremel tends to have a narrow window for printing speed where you get good quality and few jams. When I was getting lots of jams it was happening at a speed change near the top. I adjusted my speed setting to avoid the really slow speeds
- In my conversations with Dremel support they don’t recommend using the unload process to change filament I suspect it can cause issues. I was instructed that the best way to change filament is to cut it off close to the extruder and use “Load Filament” process and push the old stuff through and follow behind it with the new stuff.
- Lastly there is a process for clearing stubborn jams due to particles stuck in the nozzle that simple filament swapping won’t get. The Dremel support is great reach out to them and they should send you the full instructions. Basic instructions are below (can’t find my email from Dremel). I did this process a few times before making the 3 adjustments listed above, since than I get very few jams.
- Unload the filament
- Unplug the fan that cools the extruder and gears (do this with printer off)
- Tell the printer to preheat
- Let it sit at preheated temperature for 15-20 minutes
- Use the unclogging tool that came with the printer to clear the jam (press down through the path of the filament and pull it out)
- Stop the preheat process and let the unit cool down
- Plug everything back in (do this with printer off)


Cool! I may try that. I am also putting the filament out of te printer so that it doesn’t have to arc over and rub on everything. Going to hang the roll from the ceiling right over the machine.

I am in control of the ac in my classroom, so I can turn it off.
turns out, print studio has the temperature controls locked out, so I can’t tweak that. But if it’s cooling too fast in the nozzle, maybe I am also doing this backwards— in stead of slowing down all the speeds, maybe I should speed up and get it out before it cools?
Not sure about print studio. My one work at 3000mm/m at 220. I using simplify 3D.
Filament should not cool in nozzle unless something wrong.