








Interesting questions Marius! In some way you might have got further than me ![]()
To your questions now: first, my machine is limited by software to 15 mm/s (yes, a turtle would catch up the extruder without much effort) so I think my volumetric printing value will be of little use. I haven’t printed much with overhangs but the few horizontal, cylindric, bores I printed of 8 and 10 mm diameter, where clearly heliptical being the minor axis vertical. I’m talking of a bout 1 mm axes’ length difference (not good at all). So , I guess I had to increase the support density (used medium value) and/or print support closer to the lateral walls (1 mm distance so far). I didnt have time to test more than that.
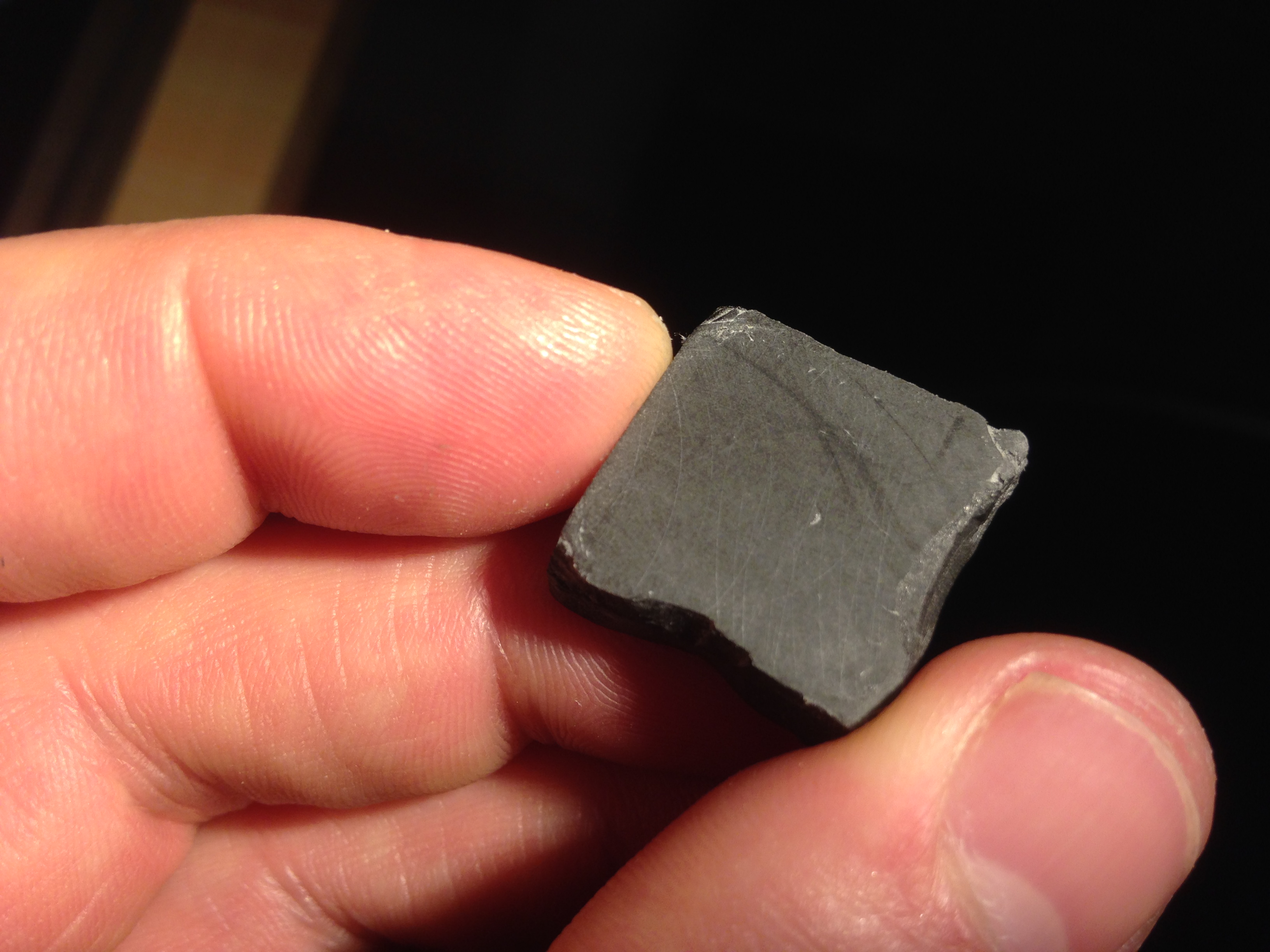
However, abrassive postprocessing (sanding) and drilling are AWESOME. With little that you sand the part, the results is supper smooth and layers disappears. Is super nice to work with it (see pictures of my first test cube before calibrating the machine). Warping is also inexistent as you can see in that big drone plate.
And thanks for the drone comment, keep an eye on how things develop at www.tiltdrone.com 10, we launched yesterday and response is awesome!