Thank you, everyone, for your responses and help. I am using MakerBot PLA on the fifth generation desktop with the smart extruder and MakerBot Desktop software. I have rarely had an issue with the rafts in the past, and never come across this particular problem. In fact, I have printed other parts since then, and they have come out fine.
The fifth generation has neither a heated bed nor a heated build chamber, and my extruder is running at 215 celsius. Room temp is about 71 F and humidity hovers around 40%. I do need a raft for this part, as it doesn’t stick to the bed otherwise. Just an FYI, the infill is 100%, if that makes a difference.
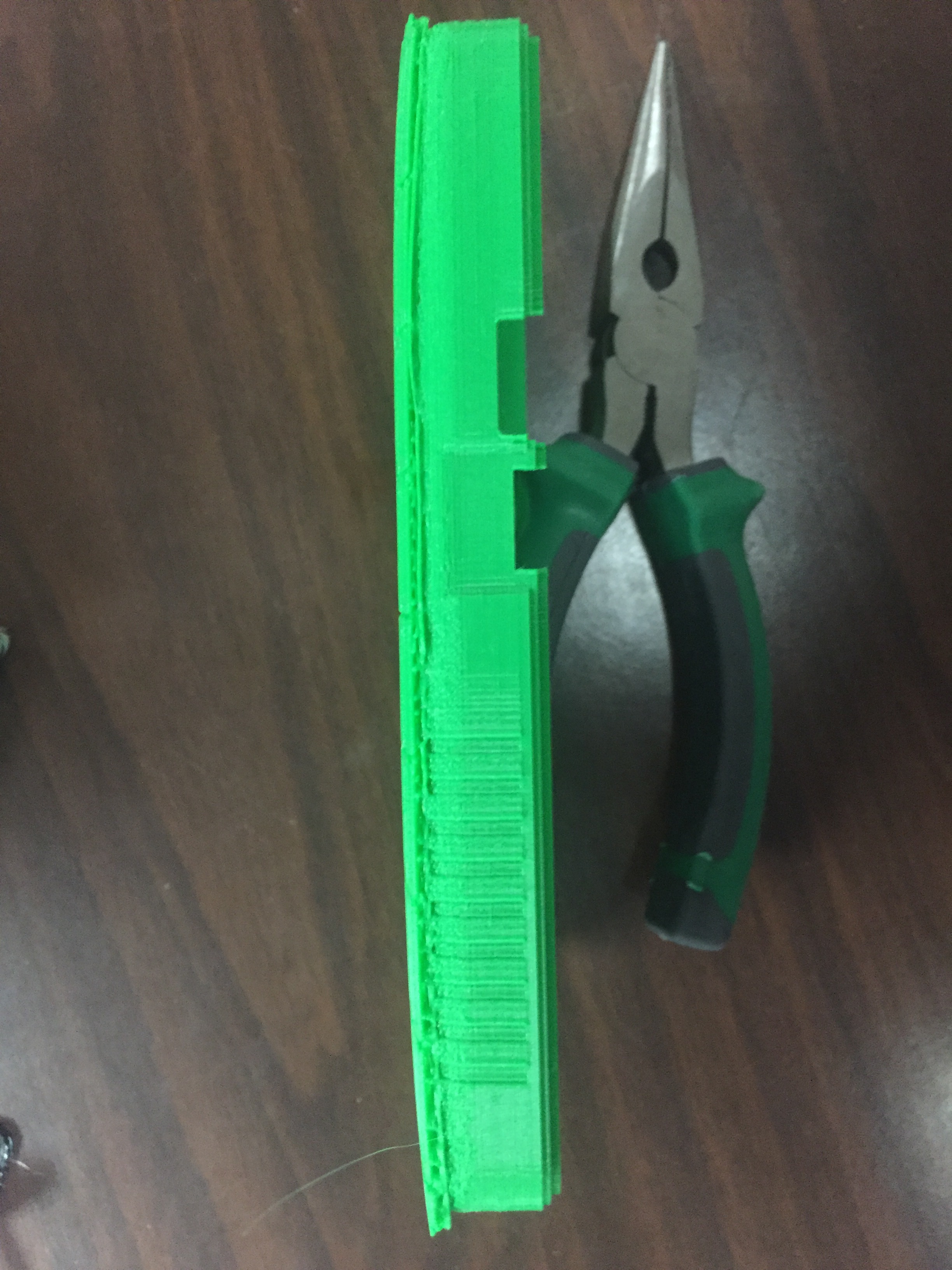
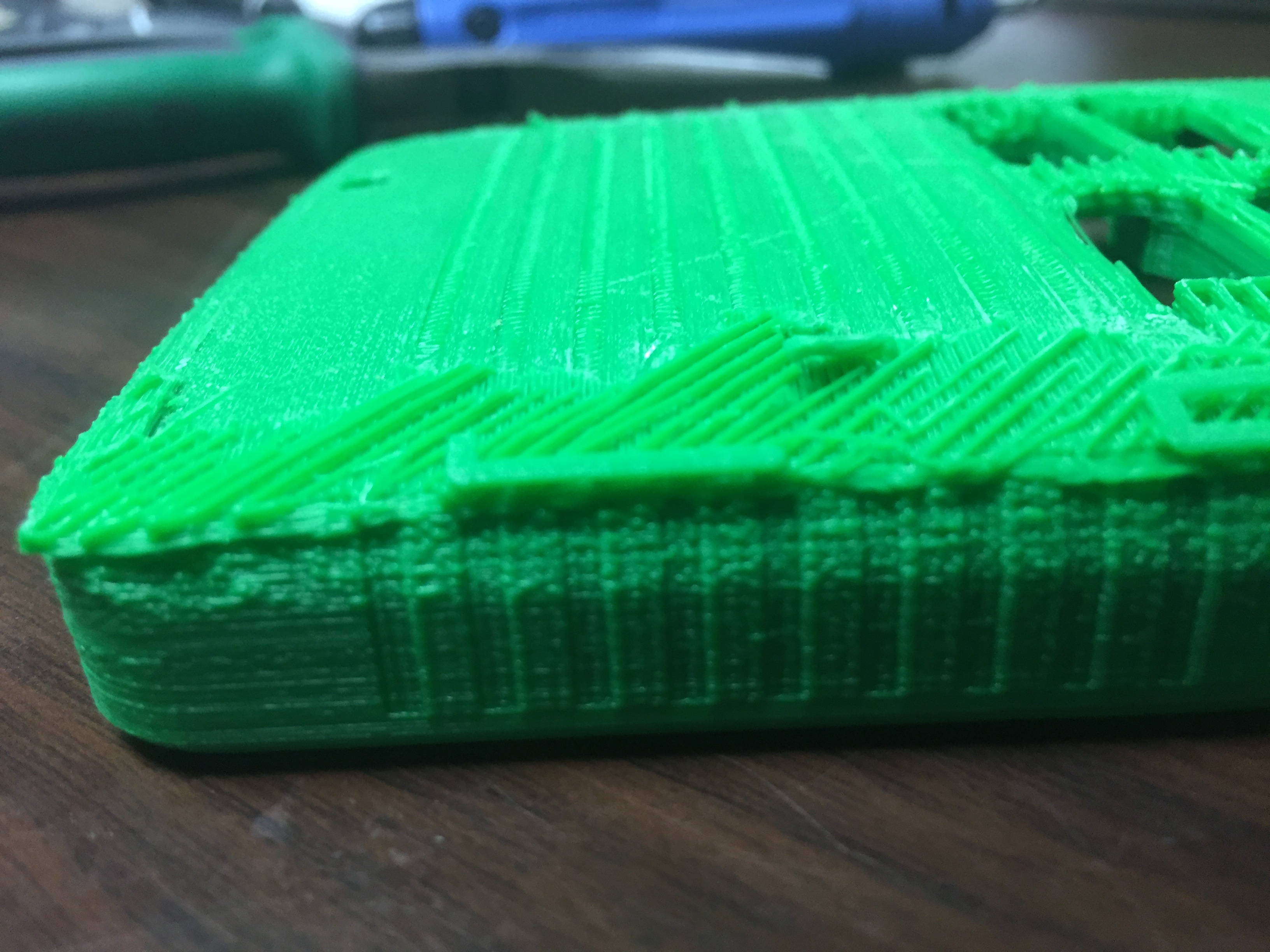
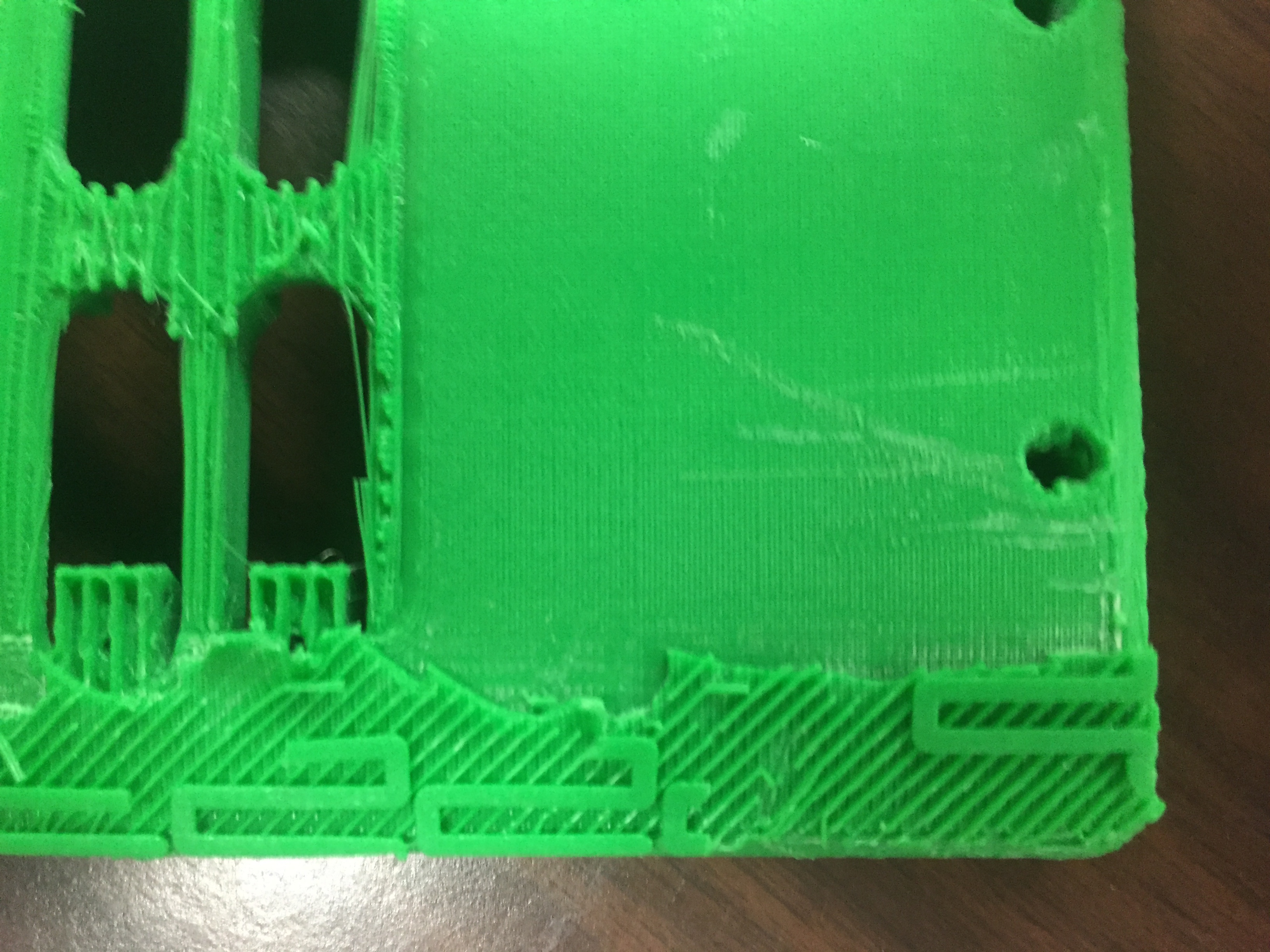
If you cannot tell from the pictures, this is a case that has rounded edges on the outside. The software notes there should be support around the edges, but what happens is the raft curls up to meet the part.
I level the bed fairly frequently, but always use the assisted leveler built into the MakerBot. I will check that going forward with an actual level.
@Bleddyn_Dunn, can you tell me how to increase the raft to model spacing? How does one lower the extruder temperature?
@Matt_4, thank you for the offer to share your slicer settings. That would be most helpful.
@Bowen_Zhang, thank you for the suggestion to use the “Helper Disk”. I will give that a try if the other suggestions do not work.
@JohnT, is there an option in the MakerBot Desktop software to lower the extruder speed?
Thank you, again, for all your help. Thank you for your patience if the questions I am asking seem remedial or obvious; I have never encountered this problem before.