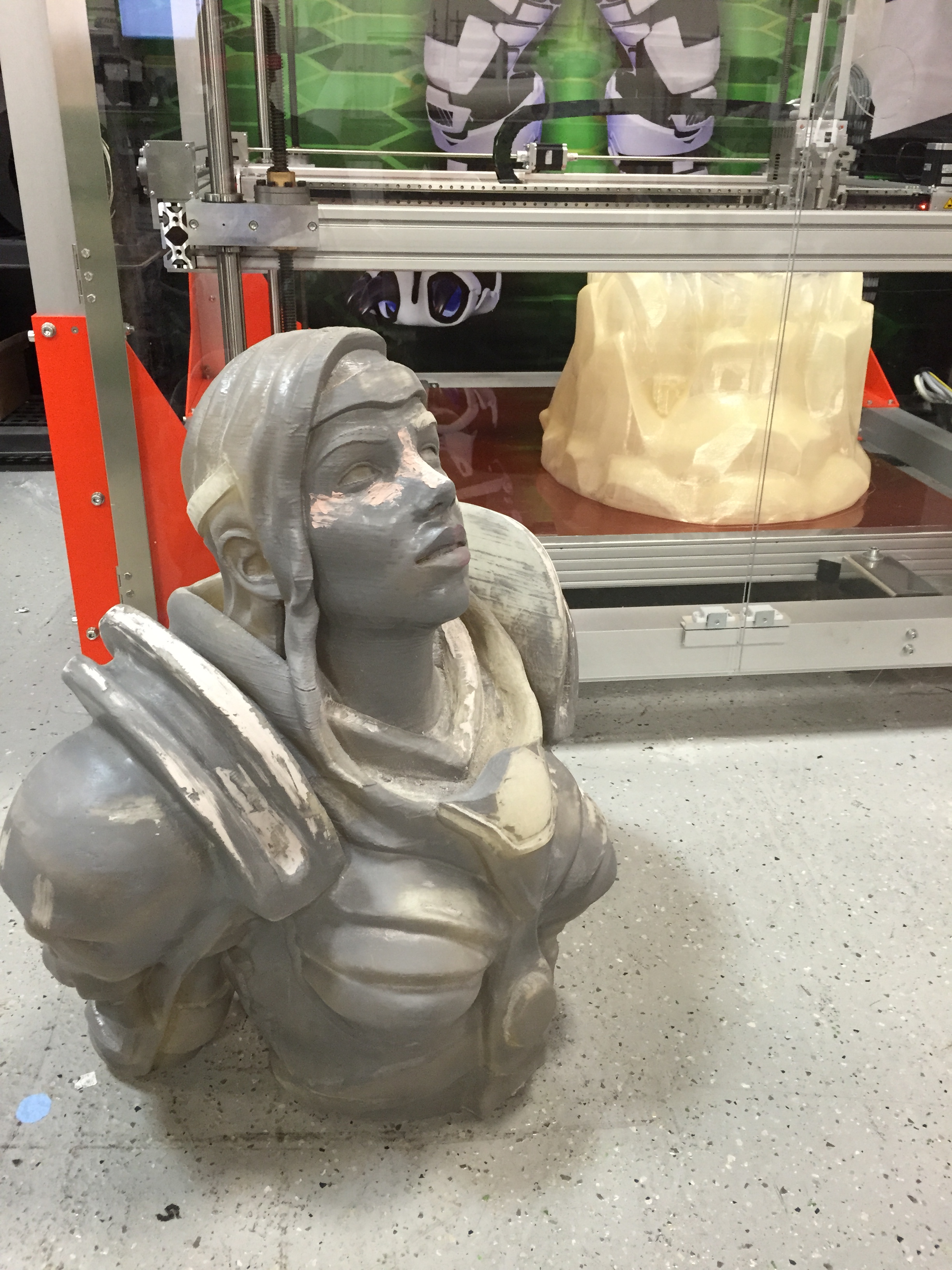
I have a K8400. Quality seems pretty good, and most prints work fine. With Marvin there’s a problem. I think you can see the problem from the attached picture of a cancelled print. After a while the belly and back of Marvin begin to curl up, in a way that the nozzle starts hitting it on subsequent layers.
Already did the suggestion to change the E step from 200 to 150, and now when I extrude 100mm, exactly 100mm comes out.
I tried various speeds, 50mm/s, a suggested 30mm/s, all at 190C. Any ideas are welcome.
Also had a similar issue when trying to print a hollow tube, at the point where the carriage turns around from clockwise to counterclockwise and vice versa, there’s too much material, causing a bump that gets higher with every layer added.
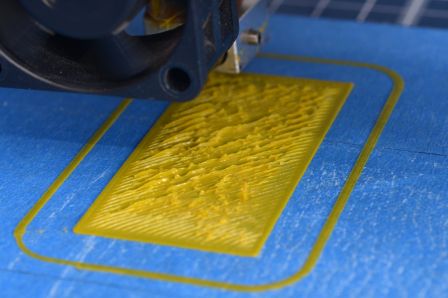
I’ve had similar issues with my K8400. And solved most of it by experimenting with my first layer. I used to print the first layer at 200µm, but my printer always scraped over the previous layer and made grooves in it. And with every new layer it went worse.
So what i did is set my first layer extrusion to 80 - 90% and height to 300µm. The first layer wasn’t ‘squashed’ on the bed anymore, and i had a nice even layer, which was a lot better to build layers on top of it. My default extrusion multiplier for the rest of the layers is 95%, with the calibrated 150 E steps/mm. So if your first layer looks something like this, try fixing that first. Or set your multiplier to 90 - 95%. As long as you see no signs of ‘underextrusion’, you should be fine doing that.