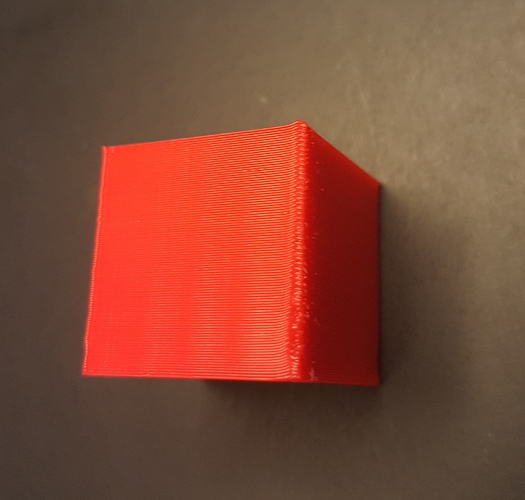
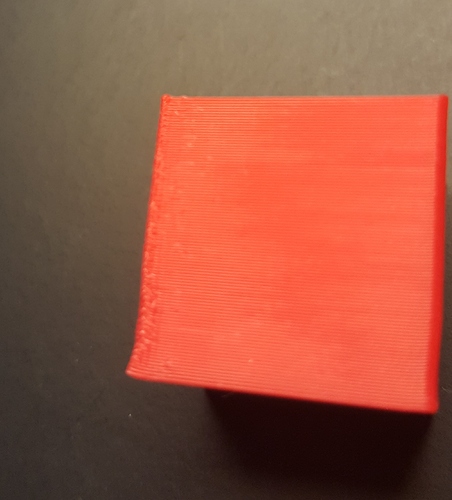
Here is a cube I am doing trying to dial in some Hatchbox ABS - not the same one as my other post. The pics are of the same spot on the cube from different angles of the lower portion of the corner.
ABS - 210
Bed 90
2 shells, 3 top/bottom 25% infill
QIDI Tech-1 fully enclosed
S3D
The focus is on the deformed lower 1/4 of the corner of the cube.
This is the corner set for start points. I have been turning down the temp to see if this will go away or reduce but it is not.
I am running a print with start point optimized to see how that does.
2 Likes
Let the first layer print, pause, spray with hair spray on the corners, resume and see if it still warps. If it’s not fixed you need to add like small circles to the corners so they have good grip on the bed and later cut them off. Spray should work.
2 Likes
Thanks but I am not worried about the “corner” to bed warp at the moment but the deformed area on the corner going up about 1/4 of the print. It is only on one corner.
Trevoc
4
I also have a QIDI Printer and what I found out is 210 is to low, try running at 230, bed 100 and slow your fan speed. your cooling the material to fast.
jfield
5
That corner pulling or warping off the bed could be causing that deformed area though. When I first got my printer, I was printing with mostly PLA, but decided to try some ABS. I tried printing that cube and the corners pulled terribly off the bed. I put the ABS aside until recently, when I needed to reprint the PLA parts on my printer because they were sagging from the heat I needed when printing PETG. What I found that seemed to help the most was to decrease first layer height to get a good first layer bond to the plate. Just the other day, I took that cube and scaled it up to 70mm and did a print while increasing the temp from 230C in 5C increments and aside from the 230C temp portion which tells me the temp needs to be at 235 or above.
Also I use 3D-EeZ on my glass bed and it seems to work really well.
jfield
6
Yes 210 seems low. Try that extended cube like I mentioned above and raise temp in 5C increments.
Thanks for the suggestions. I think I am at a 90% on the first layer but I will check that out. I normally have to do a clean glass with fresh hair spray for ABS.
I normally do Makergeeks ABS at 230 and first 3 layers at 110 dropping to 100 but the Hatchbox didn’t respond at all well to that. Dropping the bed temp seems ok and someone else said they print Hatchbox ABS at 220 and the label suggested 210-230 so i thought I would try the range and see!! Not great results.
Thanks for the suggestions.
jfield
9
I just checked and I am at 50% for the first layer. With that 3D-EeZ, I actually cut it with 50% water, which gives my surface a real smooth finish and seems to hold really well.
Does that throw your overall dimension off much or do you compensate for it?
jfield
11
Well that’s only 1/10 of a mm difference, just don’t squeeze the caliper as hard!  Yes you could compensate for it though.
Yes you could compensate for it though.
I know! I’ll just shim the caliper!